Въведение
Каросерията играе важна роля в нарастващата тенденция към все по-бърза смяна на моделите. Различните групи клиенти са силно повлияни от дизайна и формата на тялото. В същото време стабилността на тялото играе най-важната роля за осигуряване на безопасността на водача и пътниците. Лека конструкция, алтернативни материали, композитни материали, пластмаси и свързаните с тях процеси на свързване са характеристики на дизайна, които характеризират модерните каросерии на Ford.
Със съвременната фабрична технология каросерии с ролкейдж (унибоди каросерии) могат да се произвеждат почти без проблеми. Информацията за здравината, събрана от многократни компютърни симулации, тестове за сблъсък, тестване на материали и анализ на подобряването на технологията, гарантира високото качество на продуктите на Ford. Когато извършвате ремонт, не забравяйте да спазвате всички фабрични стандарти за качество. Това изисква добре оборудван сервиз и набляга на квалификацията на техниците в сервиза. За да се осигури висококачествен ремонт на каросерията, познаването на използваните фабрични технологии и постоянното обучение в нови методи и технологии за ремонт са от съществено значение. ръководства за ремонт,
Структурата на каросерията става все по-сложна, променяйки темите, обхванати в Ръководството за ремонт на каросерията. В бъдеще само най-важните ремонтни процедури и техники ще бъдат описани в общия раздел. Предполага се задълбочено познаване на основните методи и технологии за извършване на ремонти. Например ремонтните дейности, които се повтарят, ще бъдат приложими за всички модели превозни средства и ще бъдат описани в общ раздел. Специфичните за модела раздели на ръководствата за ремонт на каросерията ще показват само най-важните стъпки за ремонт или ще привлекат вниманието към конкретни характеристики. Специални курсове за обучение за нови модели ще предоставят допълнителна практическа информация, както и съвети и описание на техниките за ремонт на каросерията.
Единично тяло (комбинирано с рамка)
Дизайнът с монококово тяло се утвърди твърдо на автомобилния пазар.
Основните му предимства са:
- Максимална безопасност за водача и пътниците.
- Значително намаляване на теглото.
- Рентабилност на производствената технология.
Носещата каросерия се допълва от отделни монтажни единици, като врати, капак, брони и др. Веднъж сглобен, този дизайн е особено изгоден по отношение на стабилност и твърдост, с:
- Стабилността на зоната за сядане.
- Прецизен модел на деформация отпред и отзад.
- Допълнителна странична стабилност.
- Висока устойчивост на усукване.
- Висока якост на огъване.
При извършване на ремонт трябва да се спазват следните инструкции:
- Работата по обличането трябва да се извършва само с напълно сглобено тяло.
- Не изрязвайте поставените прозорци, когато редактирате.
- Избягвайте напрежението в каросерията.
- Ако е възможно, дръжте тялото сглобено по време на процеса на ремонт.
Конструкция с носещо тяло
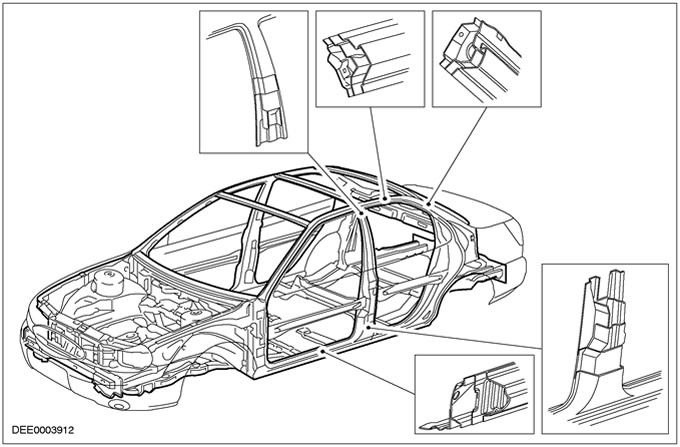
Конструктивни характеристики с носещо тяло
За всяка конструкция на каросерията безопасността на водача и пътниците е от първостепенно значение. Тялото има две ключови характеристики за безопасност:
- Телена рамка
- Намачкани зони
Сигурна рамка
Предпазната клетка се характеризира със следните конструктивни характеристики:
- Стабилни колони, прагове и профили на врати.
- Интегрирана защита срещу удар във вратите.
- Вратите са проектирани да се отварят дори в случай на прекомерна деформация.
Зони на намачкване
Защитната клетка е защитена от предни и задни зони на смачкване с добре дефинирани характеристики на деформация. Зоните за свиване служат за следните цели:
- Динамично поглъщане на деформиращи сили.
- Защита на зоната за настаняване на пътниците.
Винаги следвайте инструкциите за ремонт в сервизната литература, особено когато ремонтирате нагъната зона. Неспазването на тези инструкции в някои ситуации може да има сериозно въздействие върху безопасността на автомобила. Например, никога не трябва да се правят разрези в непосредствена близост до закрепванията на стълбовете на моста, нито трябва произволно да се заваряват усилващи елементи. След приключване на работата трябва стриктно да се спазват всички предписани правила за безопасност.
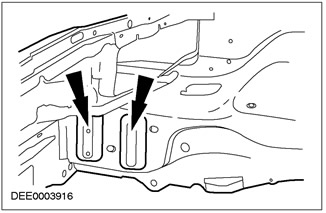
Зони на намачкване - Кейдж (зона за настаняване на пътници)
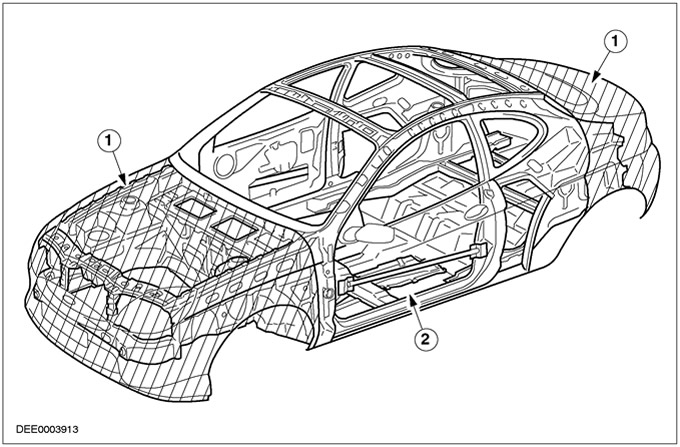
| Поз. | Номер на резервна част | Име |
| 1 | - | Зона на смачкване |
| 2 | - | Клетка за безопасност (зона за сядане на пътниците) |
Превозни средства с висока проходимост ("SUV")
Конструкцията на каросерията на "SUV" се различава от конструкцията с носеща каросерия с наличието на 2-секционна конструкция на каросерията. Изключително стабилната рамка на шасито формира основата, към която са прикрепени всички компоненти на автомобила като оси, двигател и т.н. Самото тяло е завинтено към рамката на шасито. Този дизайн има следните предимства:
- Голям полезен товар и голям капацитет на ремаркето.
- Отлични якостни характеристики за използване извън пътя.
- Много висок просвет.
Ако SUV трябва да бъде подложен на някакъв вид ремонт, трябва да се вземат предвид следните бележки:
- Общоизвестно е, че двата греда трябва да са успоредни един на друг.
- Ако е необходимо, тялото, закрепено с болтове към рамката, трябва да бъде отстранено от рамката на шасито преди изправяне.
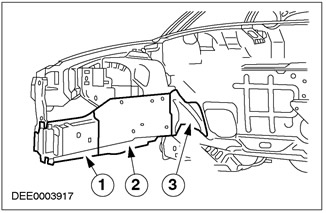
Дизайн на офроуд автомобил
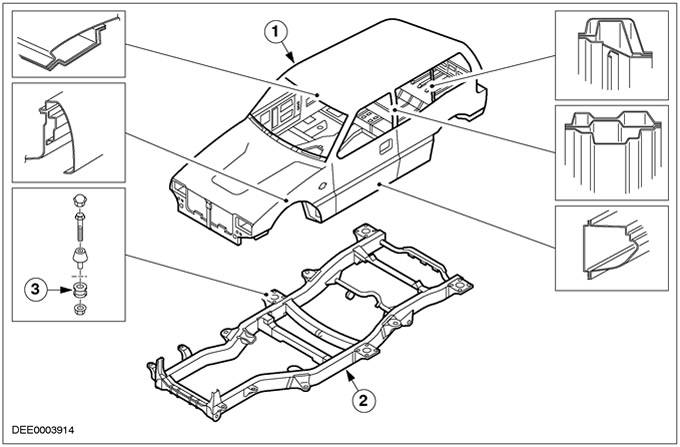
| Поз. | Номер на резервна част | Име |
| 1 | - | Тяло |
| 2 | - | Рамка |
| 3 | - | Болтова връзка |
Високоякостна нисколегирана стомана
Главна информация
- Високоякостна, нисколегирана стомана се използва в каросерията на превозните средства на Ford предимно за греди, свързващи плочи, опори и подпори.
- Главите за конкретния модел обясняват къде се използва нисколегирана стомана с висока якост.
Специфични характеристики на високоякостната нисколегирана стомана:
- По-силна тенденция за запазване на деформираната форма.
- Редактирането изисква повече усилия.
- В резултат на тенденцията за запазване на деформираната форма, всички деформирани елементи при работа върху преса за изправяне трябва да бъдат добре разтегнати извън първоначалното състояние.
- Всички инструменти, използвани за повърхностно отстраняване на метал (например при фрезоване на точкови заварки), имат намалена продължителност на живота поради по-високата степен на твърдост.
- Не прилагайте топлина, когато правите превързочна работа, т.к загуба на механична якост може да настъпи вече при температура от приблизително 400° C.
- По време на производствения процес закалената стомана достига крайната си твърдост, когато се постави в пещ за боядисване.
|
Тип стомана |
Специални свойства |
Нисколегирана тънка ламарина - поцинкована ламарина - цинк - цинк-никел |
Пламъчно поцинкована ламарина - поцинкована - поцинкована с алуминий |
|
Високоякостна нисколегирана стомана |
Много добра пластичност върху сложни формовани панели или в зони с ниска стабилност (напр. вътрешен панел на вратата или арка на колелото) |
180 |
180 |
|
Закалена стомана (закалена в пещ) |
Добра пластичност; допълнителна твърдост на повърхността се постига в комбинация с термична обработка (боядисване) (например плоски елементи като външен панел на врата или капак). |
180, 220, 260, 300 |
180, 220, 260 |
|
Легирана стомана със съдържание на фосфор |
Добра устойчивост на щамповани елементи в зони със средна стабилност (напр. калници) |
220, 260, 300 |
220, 260, 300 |
|
Нисколегирана стомана |
Висока степен на твърдост за носещи елементи на тялото |
260, 300, 340, 380, 420, 460 |
340, 380, 420 |
|
Изотропна стомана |
Добра устойчивост в зони със средна стабилност поради високи характеристики на опън и свойства на изотропна деформация (напр. плоски елементи като кожа на врати, капак на двигателя) |
220, 260 |
260, 300, 340 |
Таблица: Минимална якост на опън за високоякостна нисколегирана стомана в N/mm2
Високоякостна нисколегирана стомана (пример: Mondeo)
Антикорозионна защита
Щети и диагностика при сблъсък. Общи бележки:
- Точната диагностика на размера на повредата гарантира правилно планиране на ремонта.
- Не заварявайте допълнителни усилващи плочи.
- Всички ремонти на каросерията трябва да се извършват в съответствие с препоръките, посочени в Ръководството за ремонт на каросерията.
- При извършване на ремонт на каросерията трябва да се вземат предвид характеристиките на стабилността и здравината на каросерията. Рамките на носещите тела имат точно определена форма на деформация, която не трябва да се повлиява от никакъв вид ремонт.
- Например зоните на намачкване поглъщат голямо количество енергия при сблъсък. Ако в тези зони се използват непрофесионални методи или техники за ремонт, това може да представлява опасност за безопасността на автомобила.
Скрити щети
- В допълнение към търсенето на външни признаци като олющена боя, не забравяйте да проверите за скрити повреди по каросерията или деформации, които не се виждат отвън. За да се получи точна оценка на щетите по скритите части на каросерията, често е необходимо да се премахнат големи прикрепени части като брони и вътрешни калници.
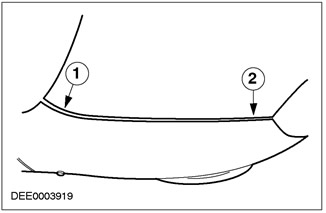
Определени места на деформация
- Когато оценявате увреждането на тялото, винаги трябва да проверявате за определени места на деформация на тялото. Предварително зададените точки на деформация са умишлено "отслабени участъци", създадени чрез локално преоформяне на участъка, който ще бъде първият, подложен на външни сили.
Определени места на деформация - чрез специална промяна на формата на каросерийните панели
Определени точки на деформация - чрез използване на различни дебелини на материала
| Поз. | Номер на резервна част | Име |
| 1 | - | Дебелина на материала 2,0 мм |
| 2 | - | Дебелина на материала 3,0 мм |
| 3 | - | Дебелина на материала 1,75 мм |
Възлови заварки
- Възловите заварки са ключови места в рамката на каросерията на автомобила. Признаци на повреда, като лющене на боя в областта на възловите заварки, често са очевиден знак за значителна повреда. Поради тази причина, когато се оценяват щетите, всички части на каросерията, свързани чрез възлова заварка, трябва да се проверят много внимателно за признаци на повреда.
Действието на силите в зоната на възловите заварки)
Размер на празнината
- Стойностите на пропуските предлагат друга диагностична опция чрез визуална проверка. Ако има някакви промени или разместване на ръбовете, това обикновено означава, че размерите на проблемната резервна част са неправилни.
Промени в клирънса
- Поз.##Резервна част##Описание
- 1##-##Пропускът е твърде широк
- 2##-##Процепът е твърде тесен
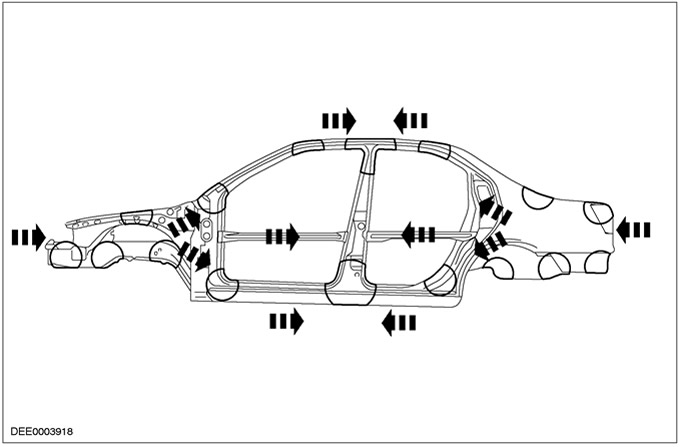
Ефект на сблъсък върху тялото
ЗАБЕЛЕЖКА: Компонентите на превозното средство, като полуоски и прикачни устройства на ремаркето, предават сили. Ако автомобилът е бил ударен отзад, всички свързани части на каросерията и механични елементи (напр. опори на трансмисията) трябва да бъдат щателно проверени. Проверете електронните компоненти, за да се уверите, че работят правилно.
Освен това е възможно да се зададе целия размер на щетите, като се започне от посоката и големината на силите на удара. Това обаче изисква задълбочени познания относно структурата на тялото.
- Ако например бъде ударена предната лява странична греда, дясната странична греда, поради твърдостта на конструкцията на каросерията (наличието на напречна греда), обикновено също е засегната. Често дължината на този лост няма да се промени, но поради твърдостта на структурата на тялото, той може да се премести от първоначалната си позиция (често много леко). Ако има някакви отклонения, това обикновено може да се установи чрез проверка на размера на пролуките между вратата и крилото или чрез проверка за промени в размерите.
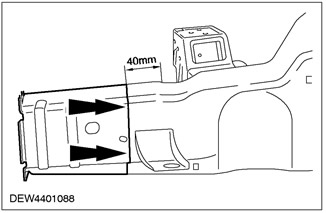
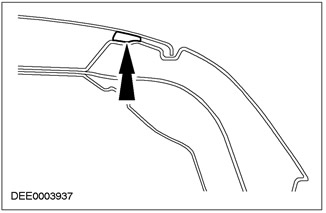
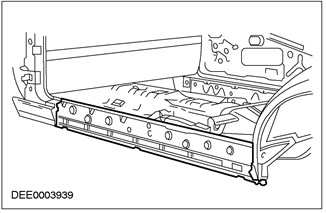
- В случай на по-тежки удари, предната част на тялото не може да поеме цялата енергия на удара и зоната на пътника също се деформира. Тук енергията на удара се предава през лонжерона към А-колоната (вижте диаграмата). В резултат това води до деформации в областта на покрива и прага на вратата.
- Тялото реагира на странични удари по съвсем различен начин, когато има зона на смачкване. Тъй като зоната на обитателя е изключително стабилна, има относително незначителни локални деформации на мястото на удара. Силите на удара обаче се прехвърлят върху пода на автомобила, което често води до повреда, т. нар. "тип банан", когато колата, когато се деформира, приема формата на банан по надлъжната си ос.
Ударната енергия се предава през лонжерона към А-колоната
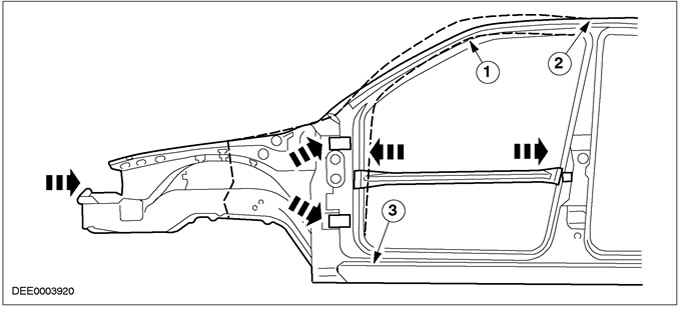
| Поз. | Номер на резервна част | Име |
| 1 | - | Зона на изкривяване - покривна греда |
| 2 | - | Warp зона - покрив |
| 3 | - | Зона на изкривяване - праг на вратата |
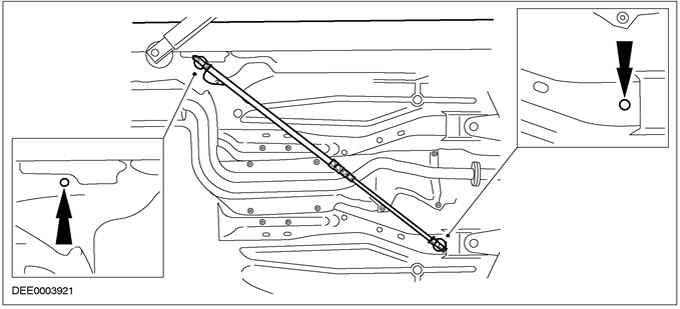
Измерване на дъното
Измервания с помощта на компас
- Компасът е много полезен инструмент за проверка на долната част на автомобил. Може да се използва за определяне на отклонения в размерите по дължина и ширина (но не и по височина) чрез сравнителни измервания и диагонални измервания. За тази цел референтните точки на каросерията винаги се избират от списъка с размери на рамката на каросерията.
Измервания на симетрия с помощта на компас
Измервания на тялото
Опции за измерване
- Сравнителни измервания могат да бъдат направени и от външната страна на тялото. В зависимост от повредата могат да се направят сравнителни и диагонални измервания с помощта на компас, телескопична пръчка, ролетка или линийка.
ЗАБЕЛЕЖКА: Когато проверявате за преоразмеряване, изберете едни и същи референтни точки от двете страни (напр. дупки, ръбове, яки и т.н.).
- Всички важни външни размери на каросерията са посочени в описанието на ремонта на каросерията за конкретни модели.
Измервания с помощта на стойка за измерване / изправяне.
- Изисква се стойка за измерване/затягане, за да се направят точни измервания на пода на тялото. Измервателните системи се категоризират според това как работят:
- Механична измервателна система
- Оптична измервателна система
Бързи и точни резултати от измерването могат да бъдат получени с помощта на компютъризирани измервателни системи.
Необходими са минимум три неповредени измервателни точки, разположени на пода, за да се определят размерите на дължина, ширина и височина.
В някои случаи това може да означава създаване на достъпни точки за измерване. Всички тези измервателни системи могат да се използват за извършване на телесни измервания, при условие че е налично подходящото оборудване.
Приспособление за измерване на тялото
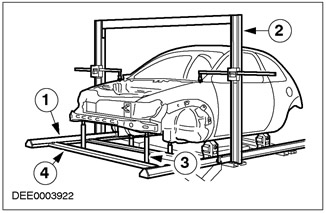
| Поз. | Номер на резервна част | Име |
| 1 | - | Основна рамка |
| 2 | - | Измервателна линийка |
| 3 | - | Телескопична измервателна щанга с измервателна сонда |
| 4 | - | Измервателен мост |
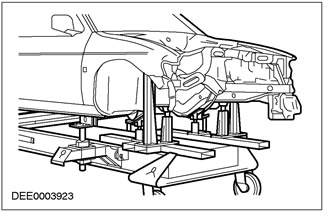
Поставка за подравняване
Планиране на ремонт
Преди да започнете ремонта, трябва да вземете следните решения:
- Трябва ли колата да се изправи или може да се изправи по друг начин?
- Подът има ли нужда от измервания?
- Трябва ли да се премахнат компоненти като двигателя или осите?
ЗАБЕЛЕЖКА: За предпочитане е частите на тялото да се ремонтират, вместо да се заменят това ще избегне увреждане на цялата обвивка на тялото. Кои части на тялото трябва да бъдат сменени?
- Кои части на тялото могат да бъдат ремонтирани?
Получаване на резервни части
Наличието на резервни части често определя колко лесно може да бъде завършен ремонтът на каросерията. Препоръчва се следната процедура:
- Вземете всички подробности за превозното средство, включително тип, идентификационен номер на превозното средство, код на оборудването, букви за идентификация на двигателя, оригинални регистрационни данни и т.н.
- Идентифицирайте всички метални елементи, които трябва да бъдат заменени.
- Идентифицирайте всички приставки, които трябва да бъдат сменени, включително малки елементи като нитове, скоби и др.
- След като получите всички резервни части, тествайте ги върху автомобила, за да се уверите, че са правилни и пълни.
Поправка с редакции
Често се налага ремонт на изправяне, за да се възстанови оригиналната форма на каросерията след сблъсък. Това може да стане с помощта на:
- Стойки за подравняване
- Универсална стойка за изправяне и измерване
- Стойка за заваряване
За да се гарантира, че ремонтите са извършени професионално и че всички размери са правилни след извършване на ремонта, трябва да се имат предвид следните точки.
Структура:
- Последователността на ремонта зависи от индивидуалния план за ремонт (като се вземат предвид всички необходими дейности по демонтажа).
- Почистете зоните на закрепване.
- Закрепете колата на подходяща стойка, за да не се повреди.
- Подкрепете единиците, за да премахнете стреса от тялото.
- Спрете на поне три измервателни/референтни точки, които са непокътнати и възможно най-отдалечени една от друга (за основна настройка).
- Проверете размерите на измервателните/референтните точки.
Редактиране:
ЗАБЕЛЕЖКА: Винаги проверявайте размерите и луфтовете, докато редактирате.
- Превръзката на тялото винаги се извършва в посока, обратна на посоката на удара. Винаги редактирайте с напълно сглобено тяло (не изрязвайте предварително никакви елементи). Редактирайте на няколко етапа. Това предотвратява риска от преразтягане или разкъсване на заварени съединения. Всеки път, когато променяте формата, докато рисувате, почуквайте с алуминиев чук, за да облекчите напрежението (в зони с определени точки на деформация, вдлъбнатини, заварки и т.н.)
Специфични характеристики:
- Високоякостната нисколегирана стомана има по-голяма склонност да запазва деформираната си форма.
- Ако е необходимо, отворете вратите или капака, когато редактирате.
- Никога не нагрявайте, когато редактирате.
- Следвайте инструкциите, дадени в раздела Безопасност на оборудването/Ремонт.
Отрязване на части от тялото
В зависимост от това кои елементи са свързани, различни инструменти са подходящи за рязане/отделяне на части от тялото.
ЗАБЕЛЕЖКА: Всички други предмети, като вътрешно обзавеждане, прозоречно стъкло и т.н., трябва да бъдат защитени от искри от снаряди.
ЗАБЕЛЕЖКА: Уверете се, че сте задали правилно дълбочината на фрезоване, за да предотвратите разхлабване на оставащия фланец.
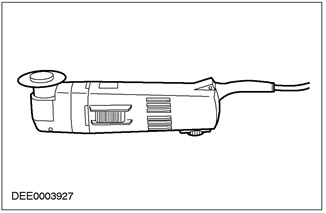
Фрезоване на точкови заварки
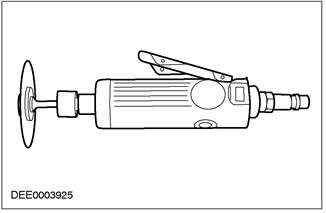
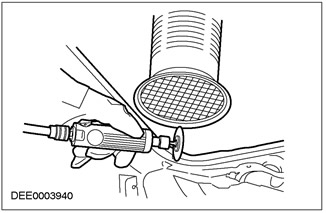
Челно шлифовъчно колело
ЗАБЕЛЕЖКА: Носете защитно облекло. Защитете всяка уязвима част от тялото или стъклени участъци от искри от снаряд. Премахнете експлозивните материали от близките райони.
- Всички точкови заварки, които не подлежат на фрезоване (диаметър > 8 mm), трябва да се фрезоват с помощта на челно (пръчково) абразивно колело. Същото се отнася за точкови и равни МИГ заварки.
Крайно (пръчково) абразивно колело
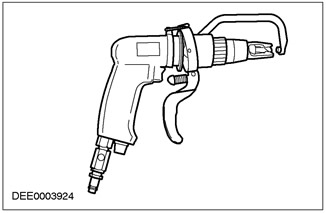
Разделяне на рязане
ЗАБЕЛЕЖКА: Подлежащи ("подлежащи") метални части, кабелни снопове, маркучи и др. не трябва да са повредени - ако е необходимо, отстранете ги предварително.
- Трионите за каросерия са особено гъвкави и следователно много подходящи за отделяне на части от тялото чрез отрязване.
Трион с къс ход
- Частите на тялото обикновено се отрязват с помощта на трион с къс ход. Той се оказва много гъвкав дори в райони, където достъпът е много ограничен.
Трион с къс ход
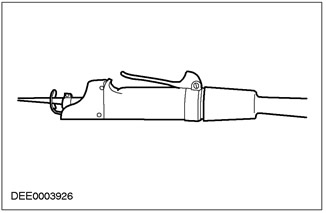
Саблен трион
- В допълнение към триона с къс ход може да се използва и циркулярен трион. С него можете да правите тесни и прави срезове до точната дълбочина.
- Животът на острието може да се увеличи значително чрез охлаждане на острието с масло. Всички стърготини, генерирани по време на рязане, трябва винаги да се отстраняват от кухините (чрез засмукване), за да се предотврати рискът от корозия.
- Ако има някакви спойки върху елемента, който ще се реже, използвайте заваръчна горелка, за да загреете равномерно елемента, докато спойката се разтопи. След това отделете "стария" елемент.
Съблен трион
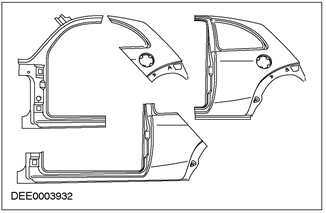
Извършване на ремонт
Пълна подмяна
- При пълна подмяна целият повреден "стар" елемент се отстранява при първоначалните си съединения и след това се инсталира целият нов елемент. Следващата фигура показва подмяната на задната врата с нова (Mondeo).
Смяна на задния панел с нов (Mondeo)
Секционна подмяна
- В много случаи има технически и икономически смисъл да се извърши секционна подмяна. Двете основни съображения са, първо, поддържане на цялостната оригинална каросерия и второ, поддържане на разходите за ремонт до минимум.
- Има три различни начина за подмяна на секции:
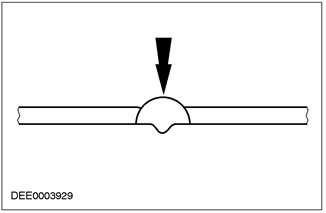
Челни стави
- Новият елемент и старият елемент са свързани чрез непрекъсната MIG заварка.
- Челните съединения обикновено се използват при секционна подмяна на елементи на силовия комплект и стелажи или при отделяне на късо срязан елемент.
Челно съединение
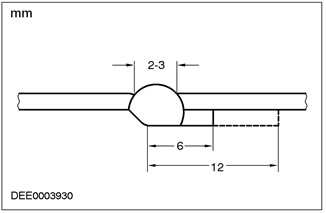
Огъване на ръбове
ЗАБЕЛЕЖКА: Въпреки че сгънатият ръб е 12 mm, трябва да се дадат само 10 mm като надбавка за новия елемент. Това автоматично създава определената междина за заваряване между ръба на "стария" панел и ръба на новия панел. Преди монтиране на нов елемент, създаденият ръб се намалява до 6 мм от съображения за защита от корозия.
- Сгъването се извършва предимно върху "стария" елемент, който все още е свързан. "Старият" елемент и новият елемент са свързани с разбит шев.
Прегъване на ръба
Метална опорна лента
- Метална носеща лента (приблизително 30 mm широка) от запазения "стар" елемент или новия елемент се заварява на място към задната част на съединението.
ЗАБЕЛЕЖКА: Огънатите или металните опорни ленти обикновено се използват за по-дълги разрези.
ЗАБЕЛЕЖКА: За подмяна на секции разрезите за разделяне трябва винаги да са възможно най-къси. В главите, специфични за модела, са показани само линии на рязане.
- Не правете никакви разрези близо до армировката или в зоните на изкривяване.
ЗАБЕЛЕЖКА: Не започвайте да отрязвате "стария" елемент, докато не бъде доставен новият елемент (секциите за ремонт може да варират по размер).
- Предлагат се специални ремонтни секции за секционни ремонти и са изброени отделно в микрофиша за части.
Лента с метална облицовка
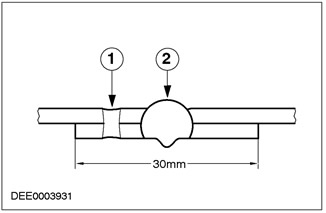
| Поз. | Номер на резервна част | Име |
| 1 | - | Точково съпротивително заваряване |
| 2 | - | Прекъсната MIG заварка |
Ремонтни участъци за табло - Ford Ka
Смяна на секции - лонжерон, Ford Puma
Подгответе "старите" елементи, които остават на автомобила/новите елементи.
- Променете съседната повърхност на всички вдлъбнати части на каросерията, които трябва да останат върху превозното средство, като използвате чук и съединителен инструмент (гарантира, че формата на "стария" елемент и новия елемент съвпадат). Отстранете с помощта на ъглошлайф, точкови или други заварки.
- Изрежете нови елементи според формата.
- Ако е необходимо, пробийте или пробийте дупки за точково заваряване.
ЗАБЕЛЕЖКА: Не използвайте заваръчна горелка, за да премахнете остатъците от боя (топлината може да изкриви метала).
- От двете страни шлайфайте всички свързващи фланци до гол метал. Не използвайте ъглошлайф за тази цел (това може да отслаби метала и да повреди цинковия слой). Подходящи инструменти: ротационна телена четка, лентов шлайф или пластмасов диск.
- С изключение на спойките, нанесете обилно грунд за заваряване на всички фланци за заваряване.
- Грундът трябва да се смеси добре преди употреба.
ЗАБЕЛЕЖКА: Когато използвате аерозоли, внимавайте да не замърсите съседни зони при пръскане.
ЗАБЕЛЕЖКА: Вижте Раздел 501-25B Ремонт на каросерията - Защита от корозия за повече информация.
Инсталирайте нов елемент.
Уверете се, че новият елемент отговаря точно на предписаните размери. Свързано оборудване:
- Стойка за подравняване
- Универсална измервателна система
- Монтажна стойка
- Линийка или рулетка
- Компас
- Вижте ръководствата за ремонт на конкретния модел за размерите на рамката.
ЗАБЕЛЕЖКА: Всички прикрепени части на каросерията, които изискват прецизно подравняване и монтаж, като брони, уплътнения, фарове, задни светлини и заключващи модули, трябва да бъдат монтирани на този етап. Ако това не бъде направено внимателно, това може да доведе до течове на вода, проникване на шум от вятър и значително количество последваща работа.
Уверете се, че краищата са подравнени със съседните елементи и проверете за правилни празнини (сравнете лявата и дясната страна). Уверете се, че формата на колата е запазена.
Фиксиране на нов елемент
ЗАБЕЛЕЖКА: Необходимостта от последваща работа може да бъде значително намалена, ако подравняването и заваряването се извършват внимателно.
В зависимост от наличността са налични следните методи за фиксиране:
- Клещи (комплект)
- Винтова скоба (комплект)
- Самонарезни винтове
- Поставки за саксии
Използвайте перфоратор или отвертка, за да се уверите, че ръбовете на профилите са подредени, когато сменяте на секции. След това ръбът се заварява, за да се гарантира, че е в правилната позиция.
Подравняване и заваряване на прихващане
| Поз. | Номер на резервна част | Име |
| 1 | - | Поставки |
| 2 | - | С помощта на отвертка подравнете позицията |
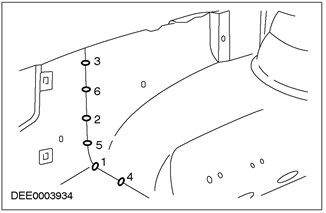
По-дългите фуги обикновено се заваряват, за да се предотврати изкривяването на панела. Важно е да заварявате скобите в правилната последователност (вижте диаграмата).
Заварете новия елемент, като следвате инструкциите в ръководството за ремонт. Прочетете и вземете под внимание коментарите в гл. Ремонт със заваряване и спояване.
Правилна последователност на заваряване с прихващане
Последващи ремонти / защита от корозия
Този раздел е посветен основно на следната работа:
- Шлифоване на заварки и запълването им с олово, ако е необходимо.
- Грундиране на гол метал.
- Уплътнителни заварки.
- Нанасяне на защитно покритие на дъното.
- Монтаж на амортизираща облицовка.
- Запълване на кухини с пяна.
ЗАБЕЛЕЖКА: Вижте раздел 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G за повече информация. "Ремонт на каросерията - защита от корозия"
- Мастика за кухини (при боядисване).
Потупване (изправяне) на панели
Видове стомана, използвани при производството на тялото
- Автомобилните каросерии са изработени от тънка стоманена ламарина с дебелина от 0,5 до 2,75 mm. Има два основни типа:
- Качествени щамповани стоманени панели на тялото
- Високоякостна нисколегирана стомана
- Качествени щамповани стоманени панели на тялото:
- Тези панели на тялото са по-меки и по-лесни за щамповане. Те се разтягат изключително добре и поради това не са податливи на нежелано напукване.
- Високоякостна нисколегирана стомана:
- Високоякостната нисколегирана стомана е много по-устойчива на щамповане или друга обработка от, например, стоманата ST14. Освен това има по-висока якост на опън.
Основни принципи на панелите за докосване
- Преди да извършите каквато и да е подмяна на секционен или пълен панел на корпуса, винаги проверявайте внимателно дали повреденият панел(и) може да бъде изваден.
- Потупването (изправянето) на панел обикновено е най-лесният и икономичен метод за ремонт на повреден панел.
Примери за прилагане на различни технологии за изрязване на панели:
- Алуминиев и дървен чук
- Предимство: Малък шанс за преразтягане на панела.
- Използва се за поправка на малки вдлъбнатини в панели, които са достъпни от двете страни.
- Тези два инструмента за нарязване на панели обикновено се използват за "довършителни ремонти".
Фино третиране с алуминиев чук и универсална опорна матрица
Чук с подвижен ударник
- Ако повреденият панел е достъпен само отвън, използвайте движещ се чук, за да възстановите формата на панела. Дисковете или шпилките, необходими за монтиране на движещ се чук, са заварени към голата метална повърхност. Вдлъбнатините в панела могат да бъдат коригирани с помощта на контролирано действие на чук с движещ се ударник.
Термична обработка на панели
- Обикновено е неизбежно в резултат на механична деформация някои части от панелите на каросерията да показват наличието на излишен материал. Ако има някакви зони с излишен материал, това причинява ограничено изкълчване поради разликите в напрежението на материала. Тези локални зони на изкривяване могат да бъдат стабилизирани чрез термична обработка.
ЗАБЕЛЕЖКА: Това правило не се прилага за нисколегирана стомана с висока якост.
Правило: Изправянето на панели чрез термична обработка намалява количеството на излишния материал в по-голяма степен от първоначалното разтягане.
Различни методи на топлинна обработка
ЗАБЕЛЕЖКА: В зависимост от количеството на излишния материал се използват различни методи на термична обработка.
- Редактиране на пламък
- Ако се наблюдава излишен материал в значителна област, се използва заваръчна горелка (размер на горелката 0,5 - 1,0 mm). Използвайте слаб пламък.
- Повърхността на метала се нагрява за кратко на петна и след това веднага се охлажда с влажна гъба.
- Изискване: Способност за правилно боравене със заваръчна горелка и познаване на цветовете за отгряване на стомана.
- Предимство: Без увреждане на металната повърхност.
- Обличане с пламък в комбинация с чук и контраинструмент
ЗАБЕЛЕЖКА: Ефективността на обличане се увеличава чрез по-бързо нагряване и охлаждане.
- Ако излишният материал е концентриран, тогава ефективността на превръзката може да се увеличи чрез внимателно използване на алуминиев или дървен чук след нагряване.
- Изискване: Способността да се разпознава напрегнатото състояние на даден материал чрез наблюдение на повърхността, която ще се обработва.
- Редактиране с въглероден електрод
- Ако зоните на панела са достъпни само от едната страна или ако панелът е само леко огънат, изправянето с въглерод е предпочитаният метод за изправяне.
- Изискване: Гола метална повърхност.
- Недостатък: Драскотини и втвърдяване на повърхността.
- Редактиране с меден електрод
- Малки, остри вдлъбнатини, които са обърнати навън, могат да бъдат поправени с помощта на меден електрод.
- Облицовка с пламък и фасонни пили за каросерия
ЗАБЕЛЕЖКА: Когато се използва правилно, този метод може да се използва без премахване на всички прикачени елементи (обшивки на покрива, кабелни снопове и др.).
- Малки вдлъбнатини (само с леко разтягане): Когато се обработват ръбовете на вдлъбнатината във спирала навътре, вдлъбнатината се нагрява с кислородно-ацетиленова горелка (размер на горелката 1 - 2 mm, излишен газов пламък) до температура приблизително 250° C.
- Бързата работа с телесна пила премахва топлината от граничната зона и така нататък, докато вдлъбнатината се изправи. За предпочитане е да се редува работа с два файла. Това увеличава количеството топлина, което може да бъде отстранено.
Запълване на панели с олово
Запълването на панелите с олово е най-добрият ремонтен метод за изправяне на фуги при секционни ремонти или за премахване на малки неравности по повърхността на панела. Предимства:
- Отлична адхезия към голи метални повърхности.
- Много добри свойства на формоване.
- Добри свойства за възстановяване на формата.
- Постоянна форма.
- Термичното разширение е същото като на стоманата.
ЗАБЕЛЕЖКА: Калай сплав: PB 25% / 75%. Използвайте засмукване. Оборудване за дишане.
Процес: Удряйте с чук нанесената оловна тежест преди финалната обработка, за да премахнете въздушните мехурчета.
Ремонт със заваряване и запояване
Предпазни мерки
ЗАБЕЛЕЖКА: Вижте бележките, дадени в гл. "Предпазни средства/Безопасност при работа".
- Изключете заземяващия проводник на акумулатора и покрийте клемата, за да защитите електронните модули на автомобила (ABS, въздушни възглавници и др.).
- Не позволявайте на електронни компоненти или линии да влизат в контакт със заземяване или заваръчен електрод.
- Извадете батерията, преди да заварявате близо до нея.
- Бъдете изключително внимателни, когато заварявате близо до резервоар за гориво или други предмети, които съдържат гориво. Ако гърловината за пълнене или горивопроводът трябва да бъдат отделени, за да се получи достъп за заваряване, резервоарът за гориво трябва да се изпразни и отстрани.
- Никога не правете никакъв вид заваряване или запояване на компонентите на заредена климатична система. Същото важи и ако има риск от загряване на климатичната система.
- Свържете заземяващата връзка на електрическото заваръчно оборудване директно към елемента, който ще се заварява. Уверете се, че няма електрически изолатори между заземяващата връзка и мястото на заваряване.
- Съседните елементи на превозното средство и съседните превозни средства трябва да бъдат защитени от искри, разпръснати по време на заваряване и излагане на топлина.
Контактно точково заваряване
90% от заваръчните шевове при производството на автомобил се извършват чрез точково съпротивително заваряване. Като общо правило ремонтите трябва да използват същата техника на свързване, която се използва при производството на превозното средство. Броят и диаметърът на заваръчните точки по време на ремонта трябва да бъде същият като при производството на автомобила. Алтернативна технология за свързване може да се използва само в изключителни случаи.
Настройка на оборудването и параметрите на заваряване
Оборудване:
- Следвайте инструкциите на производителя на хардуера, за да конфигурирате хардуера.
- Изберете правилните държачи за електроди (възможно най-къси).
- Настройте фино позицията на държачите на електродите и накрайниците.
- Върховете на електродите трябва да са изпъкнали (грубо оформете с пила, усъвършенствайте формата с шлифовъчен инструмент).
Тяло:
- Уверете се, че фланците, които ще съединявате, са идеално равни един спрямо друг.
- Подгответе чиста метална повърхност на фугата (отвътре и отвън).
Бележки по методологията/технологията:
- Направете пробна заварка върху парче материал, покрито с паста за заваряване.
- Ако има метални елементи между държачите на електродите, ще има загуба на индукция и следователно мощност (регулиране на силата на тока
- За нисколегирана стомана с висока якост се изисква регулиране на мощността.
- Повторното заваряване върху стари заварки често води до лошо качество на заварките.
- Дръжте върховете на електродите под ъгъл спрямо контактната повърхност възможно най-близо до 90°.
- Поддържайте натиск върху електродите за кратко време след приключване на заваряването.
ЗАБЕЛЕЖКА: Охладете електродите във вода след приблизително 10 точкови заварки, за да осигурите подходящо качество на заваряване (не са необходими охладени електроди).
- Електродите работят най-добре, когато са изпъкнали. Редовно почиствайте контактната повърхност на електродите.
Точково заваряване на панели, когато общата дебелина е 3 мм или повече
За ремонт на всички модерни превозни средства на Ford, оборудването за съпротивително точково заваряване трябва да може надеждно да заварява поцинковани и високоякостни стоманени панели с три или повече слоя, до обща дебелина от 5 мм. Ако тези изисквания не са изпълнени, трябва да се използва puddling от съображения за безопасност. Електрическите спецификации (сила на тока, съпротивление, топлина) на оборудването за съпротивително точково заваряване варират в зависимост от вида на оборудването. Ето защо, по отношение на действителните характеристики на процеса на заваряване е важно да следвате инструкциите на производителя на оборудването.
MIG/MAG заваряване
Настройване на оборудване и параметри на заваряване
Всички съединения, заварени с MIG/MAG технология по време на производството на автомобила, трябва да бъдат заварени по същата технология по време на процеса на ремонт. Освен това по време на процеса на ремонт някои точкови заварки трябва да бъдат заменени с пудинг.
Ако достъпът е труден или няма оборудване за точково заваряване с подходяща мощност (вижте по-горе) за обща дебелина на панела от 3 mm или повече, понякога съпротивителното точково заваряване трябва да се замени със заваряване на пудинг по време на процеса на ремонт. В този случай е необходимо увеличаване на времето и съответно трябва да се вземат предвид по-строгите изисквания за защита от корозия.
Ремонтът със заваряване може да се извърши правилно само ако оборудването е настроено правилно и всички параметри на заваряване са правилни.
Оборудване:
- Настройте оборудването според инструкциите на производителя.
- Маркучите не трябва да са прегънати.
- Сърцевината не трябва да съдържа абразивни частици.
- Газовите дюзи не трябва да съдържат шлака и котлен камък.
- Обърнете внимание на качеството на заваръчния електрод и консумацията на газ.
тип тяло:
- Проверете качеството на съединените повърхности.
- Подгответе оголена метална повърхност на кръстовището.
- Уверете се, че празнините се поддържат правилно (формиране на корена на заваръчния шев).
Бележки по методологията/технологията:
ЗАБЕЛЕЖКА: Увеличеният топлинен поток при MIG заваряване унищожава заваръчния грунд/цинков слой върху много по-голяма площ в сравнение със съпротивителното точково заваряване, което изисква много повече внимание по време на последващи нанасяния на антикорозионно покритие.
ЗАБЕЛЕЖКА: За да сте сигурни, че заваръчният шев не е просто повърхностна връзка, винаги трябва да се прави пробна заварка.
- Свържете заземителния кабел близо до заваръчния шев (уверете се, че връзката е добра).
- При пудинг започнете да заварявате от долния панел, за да осигурите адекватно проникване.
Пудинг
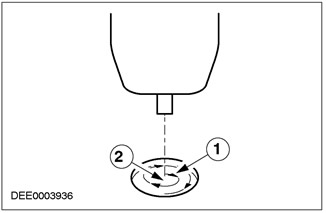
| Поз. | Номер на резервна част | Име |
| 1 | - | Посока на заваряване: движете се в кръг отвътре навън |
| 2 | - | Начална точка на заваряване: център на отвора на долния панел |
Споени съединения
Никога не заменяйте фабричните споени съединения с друг тип съединение.
ЗАБЕЛЕЖКА: За да предотвратите риска от корозия, отстранете всички следи от флюс.
Запоените съединения изискват особено внимателна подготовка. Изключително важно е повърхностите, които ще се съединяват, да са прецизно подравнени и да се подготви чиста, гола метална повърхност на фугата.
Лепилни фуги
Технологията за залепване се използва все повече в автомобилната индустрия. Някои области на тялото се засягат все повече и повече. Всички лепилни фуги по време на ремонтния процес трябва да бъдат възстановени.
Инструкции за работа и правила за безопасност
- Когато използвате лепила или уплътнители, винаги следвайте инструкциите на производителя.
ЗАБЕЛЕЖКА: Следвайте инструкциите за безопасност, предоставени от производителя.
- Лепилата са химикали и следователно отговарят на специфични разпоредби за безопасност.
Залепени фланци
- Фланците на капака, вратата на багажника и вратите са залепени по време на производството и ремонта на автомобила на много модели на Ford.
- Тези връзки са предимно за уплътнителни (антикорозионни) цели, а не за здравина.
Връзки, изискващи здравина
- Адхезивните фуги, които изискват здравина, се използват за здравина на свързване, за уплътняване и за защита от корозия (напр. 1991 Escort/Orion в задната част на покрива, близо до прехода към С-колоната).
- Лепилото, използвано за тази цел, е 2K епоксид.
Залепена покривна обшивка (1991 Escort)
Залепен стъклопакет
- При почти всички модели предното стъкло е залепено директно в рамката на прозореца на купето. Освен това в повечето версии на моделите стъклата на страничните и задните стъкла са залепени.
- Прозоречните стъкла се залепват предимно с цел осигуряване на здравина на лепилната връзка. Залепеният стъклопакет придава на тялото допълнителна устойчивост на усукване.
Лепене на прозорци със залепено стъкло
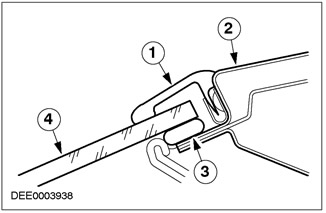
| Поз. | Номер на резервна част | Име |
| 1 | - | Гумена лента |
| 2 | - | рамка на прозорец |
| 3 | - | Лепило |
| 4 | - | Прозоречно стъкло |
Демонтаж и монтаж на дограма с лепено стъкло
Правила за безопасност
За да предотвратите нараняване, винаги трябва да се спазват следните предпазни мерки:
- Носете защитни ръкавици.
- Носете предпазни очила.
обучение
- Преди да изрежете прозорец със залепено стъкло, разхлабете и отстранете всички свързани части в зоната на рязане, които са изложени на риск, като декоративни панели и декоративни ленти, както и всички електрически връзки.
- Затворете всички цветни области, които се намират до прозореца.
- Отрежете излишното лепило като това улеснява рязането на стъклото.
- Закрепете вертикалните стъкла, за да предотвратите изпадането им.
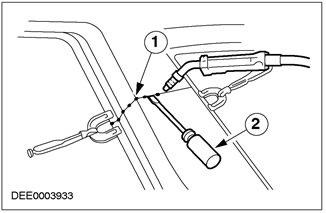
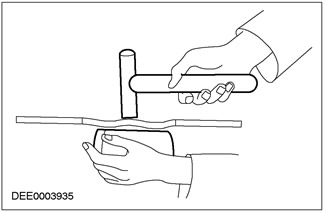
рязане на стъклопакети
- Нарежете перлата на лепилото на лесно достъпни места с помощта на режещ инструмент.
- Внимателно насочете режещия инструмент около периметъра на прозореца, прорязвайки перлата лепило.
- Избягвайте да докосвате рамката на прозореца и фланеца на тялото.
- Използвайте специални "вакуумни чаши", за да премахнете стъклото от отвора на прозореца.
Общи подготовки за процедурата по залепване
- Следвайте инструкциите на производителя.
- Отрежете останалото лепило на металния фланец до оставаща височина от приблизително 1 мм. Не докосвайте и не почиствайте режещата повърхност след това.
- Внимателно поправете всички повреди по боята (нанесете грунд и горно покритие).
- Сменете ограничителите на прозорците, ако е необходимо.
Залепване на прозоречни стъкла
- Нанесете равномерна топка лепило върху прозореца или фланеца на тялото.
- Поставете стъклото в отвора на прозореца и го центрирайте (необходими са 2 техници).
- Проверете пропуските.
ЗАБЕЛЕЖКА: Отворете прозорците и вратите, докато прозорецът е оставен да изсъхне и не местете автомобила (затръшването на вратите създава свръхнатиск, който може да доведе до разхлабване на прозореца).
Използвайте самозалепваща лента, за да предотвратите изпадане на стъклото.
Финални операции:
- Свържете всички електрически връзки и проверете правилната работа на елементите.
- Монтирайте елементите за свързване и проверете точността и надеждността на закрепването.
- Извършете визуална проверка, за да се уверите, че празнините и фугите са равни.
- Почистете напълно стъклото на прозореца.
Специални каросерийни ремонти
флип топ
- Стилът на каросерията на кабриолета е доста различен от този на "седана". Тези разлики се отнасят не само до неговия външен вид и функционалност. За да се постигне необходимата стабилност, е необходимо да се укрепи конструкцията.
- Затворена конструкция на тялото с черупка не е възможна, т.к няма покривни греди. Следователно, за да се осигури достатъчна стабилност (особено по отношение на устойчивостта на усукване) на кабриолета, се използва друг метод. Това се постига чрез структурни промени в съществуващите елементи на тялото на седана и инсталирането на допълнителни усилващи елементи.
Укрепване на зоната на прага на вратата
ЗАБЕЛЕЖКА: Ако повредено превозно средство бъде поставено на стойка за изправяне, като всички негови компоненти останат на място, каросерията се нуждае от опора, за да поеме част от товара.
При извършване на ремонт на тялото трябва да се отбележат следните конструктивни характеристики:
- Голяма дебелина на материала, например в областта на прага на вратата.
- Различно поведение по време на редактиране.
- Изисква се особено висока точност на монтажа; например за точките на закрепване на кабриолета.
- Монтажът на падащия покрив и съседната каросерия трябва да се провери по време и след ремонта, за да се гарантира, че е водоустойчив, устойчив на шум от вятър и правилно затворен.
- Превозни средства с висока проходимост ("SUV")
ЗАБЕЛЕЖКА: Ако тялото е завинтено към шасито, всички болтови връзки между тялото и шасито трябва да се проверят за повреди по време на изправяне.
ЗАБЕЛЕЖКА: Ако повредата по тялото и шасито е по-сериозна, тялото трябва да се отстрани от шасито. След това и двата елемента се редактират отделно.
- "Превозните средства с висока проходимост" имат носещо шаси, към което каросерията е закрепена с болтове.
- Ако по време на процеса на ремонт се наложи някакво редактиране, тогава се използват специални универсални комплекти опори или стойки за изправяне.
Защитни средства и безопасност при работа
- При извършване на ремонт трябва да се спазват различни изисквания за безопасност и законови изисквания. Спазвайте всички правила за здраве и безопасност.
Предпазни мерки при заваряване
За да предотвратите риска от нараняване, трябва да се спазват следните предпазни мерки:
- Маска за заваряване (защита за лице)
- Екран
- Предпазни ръкавици
- Предпазни ботуши
- Аспиратор за дим при заваряване
Заваряването винаги трябва да се извършва в добре проветриво помещение. Пожарогасителят трябва винаги да е наблизо.
Общи предпазни мерки при извършване на ремонт на каросерията
Смучене
- Уплътнител, защита на дъното и др. не трябва да се изгаря с помощта на открит пламък. Това води до отделяне на токсични газове. При изгаряне на PVC например се отделят газове, съдържащи солна киселина. Поради тази причина, когато шлифовате, заварявате или запоявате, винаги използвайте правилното засмукване.
- Винаги осигурявайте добра вентилация, когато работите с материали, които съдържат разтворители, използвайте дихателна защита и оборудване за засмукване.
- Винаги трябва да се носят предпазни средства за уши при рязане, шлифоване или изправяне на метал, напр нивата на шума могат да достигнат или дори да надвишат 85 - 90 dB(A).
- Внимавайте да не гледате директно в лазерни системи за измерване, като тези, използвани за измерване на пода.
- Когато отстранявате елементи от автомобил, монтиран на асансьор, следете за промени в позицията на неговия център на тежестта. Когато поставяте автомобила на асансьор за първи път, имайте предвид, че може да се наложи да го обезопасите, за да предотвратите преобръщане.
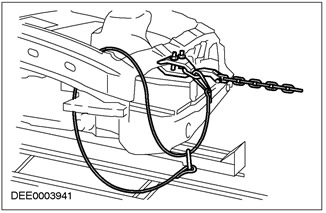
- При изправяне веригите и верижните скоби трябва да бъдат закрепени с помощта на предпазни въжета.
Предпазен кабел
Коментари на посетители