2. Проверете блока визуално за пукнатини, ръжда, корозия. Проверете дали резбите в резбовите отвори са запушени.
3. Проверете вътрешните повърхности на цилиндрите за износване и драскотини.
4. Измерете диаметъра на всеки цилиндър отгоре (точно под ръба), в центъра и отдолу, успоредно на оста на коляновия вал (вижте фигурата).
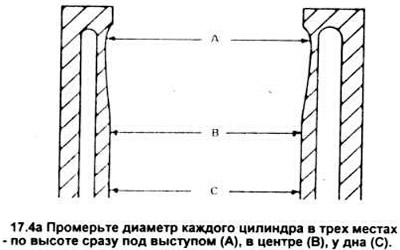


След това измерете диаметъра на всеки цилиндър на същите три нива, перпендикулярни на оста на коляновия вал. Сравнете вашите резултати с данните от спецификацията. Ако стените на цилиндъра са силно износени, надраскани, имат твърде големи отклонения от закръгленост или конусност над допустимото, извършете допълнително пробиване и хонинговане на отворите на блока. След обработката ще са необходими бутала и пръстени с големи размери.
5. Ако състоянието на цилиндрите не е лошо, размерите не излизат извън допустимите граници и се поддържа необходимата хлабина между буталото и цилиндъра, необходимо е само хонинговане.
Коментари на посетители