Zazori klipova u cilindrima moraju se odabrati prema vrijednostima navedenim u pododjeljku o klipovima.
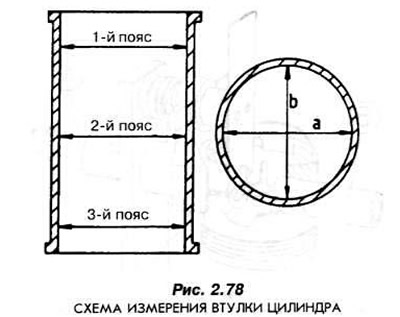
Glatkoća površine cilindra trebala bi biti 3-4 R 1. Obloge treba odabrati prema grupama presjeka promjera rukavaca radilice. Umetci u provrte ležaja moraju se umetnuti suhi. Istodobno je potrebno osigurati da se poštuje savršena čistoća. Za mjerenje zazora u ležajevima koljenastog vratila potrebno je vratilo položiti u otvore ležaja u kućištu motora i ne okretati ga. Za mjerenje razmaka koriste se trake "Plastigage", koji mora biti postavljen u aksijalnom smjeru na svakom rukavcu vratila. Nakon toga montirajte poklopce ležaja s školjkama i starim vijcima zavrnite na sljedeći način:
- motor 1.1 - okretni moment 88-102 Nm.
- motor 1.4i / 1.6i s okretnim momentom od 90-100 Nm.
- dizel motor 1.8
- Faza I - okretni moment 24-30 Nm
- Faza II - okrenite vijke za 45°
Napomena: radilica se ne smije okretati. U protivnom ćete dobiti pogrešne rezultate mjerenja.
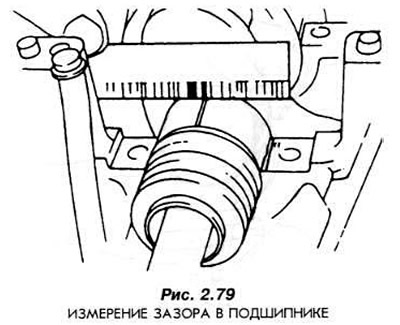
Uklonite poklopce ležajeva i izmjerite pruge "Platigage", kao što je prikazano na sl. 2.79. Ako su zazori ležajeva ispravni, mjerenja bi trebala biti unutar sljedećih granica:
- motor 1.1 - 0,009-0,046 mm.
- 1.4i motor - 0,011-0,058 mm.
- dizelski motor 1,8 - 0,015-0,062 mm.
Prije ugradnje u kućište motora, radilica mora biti temeljito podmazana. Upotrijebite nove vijke za pričvršćivanje kapica glavnih ležajeva. Svakako provjerite lakoću rotacije osovine u ležajevima. Ako u isto vrijeme osjetite neravnomjerno okretanje, morat ćete redom otpuštati poklopce glavnih ležajeva dok ne pronađete ležaj koji uzrokuje ovaj kvar. Utvrdite uzrok kvara i otklonite ga. Ako se, unatoč činjenici da zazori u ležajevima imaju točne vrijednosti, vratilo ipak okreće neravnomjerno, uzrok tome je najvjerojatnije zakrivljenost dijelova koji međusobno djeluju. U tom slučaju potrebna je pomoć stručnjaka iz servisne radionice koja ima posebnu opremu za mjerenje.
Komentari posjetitelja