Bevezetés
A karosszéria jelentős szerepet játszik a gyorsabb és gyorsabb modellváltások növekvő tendenciájában. A különböző vásárlói csoportokat erősen befolyásolja a karosszéria kialakítása és formája. Ugyanakkor a karosszéria stabilitása játssza a legfontosabb szerepet a vezető és az utasok biztonságának biztosításában. A könnyű szerkezet, az alternatív anyagok, a kompozit anyagok, a műanyagok és a kapcsolódó illesztési eljárások mind olyan tervezési jellemzők, amelyek a modern Ford karosszériákat jellemzik.
Modern gyári karosszériatechnológiákkal, biztonsági ketrecekkel (teherhordó testek) szinte probléma nélkül előállítható. A szilárdsági jellemzőkről több számítógépes szimuláció alapján felhalmozott információ, «ütközési tesztek» (ütközések akadályokkal), anyagvizsgálatok és technológiafejlesztési elemzések, biztosítja a Ford termékek magas minőségét. Javításkor ügyeljen az összes gyári minőségi szabvány betartására. Ehhez egy jól felszerelt szervizre van szükség, és kiemeli a szerviztechnikusok képzettségét. A magas színvonalú karosszériajavításhoz elengedhetetlen az alkalmazott gyári technológiák ismerete, valamint az új javítási módszerek és technológiák folyamatos betanítása. A modellspecifikus javítási kézikönyvek és az általános javítási eljárások felbecsülhetetlen segítséget nyújtanak a karosszériajavítások végrehajtása során.
A karosszéria felépítése egyre összetettebbé válik, megváltoztatva a Karosszériajavítási Kézikönyvben tárgyalt témákat. A jövőben csak a legfontosabb javítási eljárások és technikák kerülnek ismertetésre az általános részben. Feltételezzük a javítások főbb módszereinek és technológiáinak széleskörű ismeretét. Például az ismétlődő javítási műveletek minden járműmodellre vonatkoznak, és egy általános részben kerülnek ismertetésre. A karosszéria-javítási kézikönyvek modellspecifikus részei csak a legfontosabb javítási lépéseket mutatják be, vagy felhívják a figyelmet bizonyos jellemzőkre. Az új modellekhez kapcsolódó speciális képzések további gyakorlati információkat, valamint tanácsokat és karosszériajavítási technikák leírását nyújtják.
Teherhordó test (kerettel kombinálva)
A monocoque karosszéria kialakítása szilárdan megállta helyét az autópiacon.
Fő előnyei a következők:
- Maximális biztonság a vezető és az utasok számára.
- Jelentős súlycsökkentés.
- Gazdaságos gyártási technológia.
A teherhordó testet különálló összeszerelési egységek egészítik ki, mint például ajtók, motorháztető, lökhárítók stb. Összeszerelés után ez a kialakítás különösen előnyös a stabilitás és a merevség szempontjából, a következőkkel:
- Az utastér stabilitása.
- A deformáció pontosan meghatározott karaktere elöl és hátul.
- További oldalirányú stabilitás.
- Magas torziós merevség.
- Magas hajlítószilárdság.
Javításkor a következő utasításokat kell betartani:
- Az egyengetést csak akkor szabad elvégezni, ha a karosszéria teljesen össze van szerelve.
- Szerkesztés közben ne vágja ki a beillesztett ablakokat.
- Kerülje el a feszültséget a testben.
- Ha lehetséges, tartsa összeszerelve a karosszériát a javítási folyamat során.
Teherhordó testű szerkezet
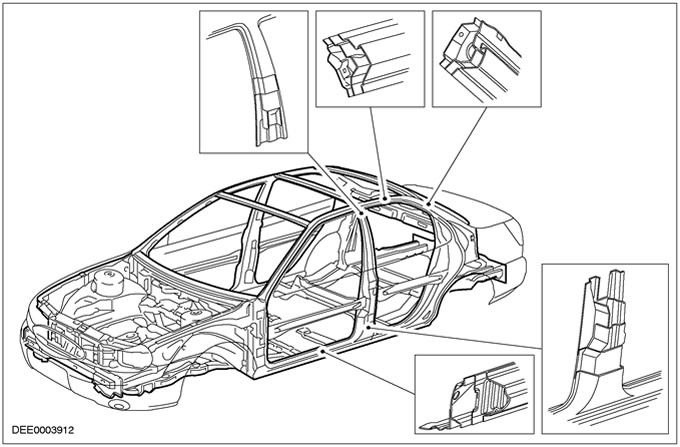
Dizájn jellemzők egyszínű testtel
Minden karosszériaszerkezetnél a vezető és az utasok biztonsága a legfontosabb. A karosszéria két fontos biztonsági funkcióval rendelkezik:
- biztonsági ketrec
- Zónák összecsukása
Biztonsági ketrec
A biztonsági ketrecet a következő tervezési jellemzők jellemzik:
- Stabil oszlopok, küszöbök és ajtóprofilok.
- Beépített ütésvédelem az ajtókban.
- Az ajtókat úgy tervezték, hogy még túlzott deformáció esetén is nyíljanak.
Zónák összecsukása
A bukóketrecet elülső és hátsó gyűrődési zónák védik, jól meghatározott alakváltozási jellemzőkkel. Az összecsukható zónák a következő célokat szolgálják:
- A deformáló erők dinamikus elnyelése.
- Az utastér védelme.
Mindig kövesse a műhely leírásában található javítási utasításokat, különösen, ha gyűrött területet javít. Ezen utasítások be nem tartása bizonyos helyzetekben komoly hatással lehet a jármű biztonságára. Például soha nem szabad vágást készíteni a hídpillér rögzítési pontjainak közvetlen közelében, és semmilyen merevítőt nem szabad véletlenszerűen hegeszteni. A munka befejezése után minden előírt biztonsági előírást szigorúan be kell tartani.
Zónák összecsukása – Görgőketrec (utasszállási terület)
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | gyűrődési zóna |
| 2 | - | biztonsági ketrec (utasszállási terület) |
Terepjárók («terepjárók»)
Testfelépítés «terepjárók» eltér a teherhordó karosszériás kiviteltől a 2 szekciós karosszéria meglétével. A rendkívül stabil alvázkeret képezi az alapot, amelyre a jármű összes alkatrésze, például tengely, motor stb. Maga a karosszéria az alvázkerethez van csavarozva. Ennek a kialakításnak a következő előnyei vannak:
- Nagy teherbírás és nagy pótkocsi kapacitás.
- Kiváló szilárdsági jellemzők terepen való használatra.
- Nagyon magas hasmagasság.
Ha «SUV» javításra szorul, a következő megjegyzéseket kell figyelembe venni:
- Köztudott, hogy mindkét kerettartónak párhuzamosnak kell lennie egymással.
- Ha szükséges, az alvázkeret szerkesztése előtt távolítsa el a karosszériát a kerethez rögzítő csavarokkal együtt.
Terepjáró autó tervezés
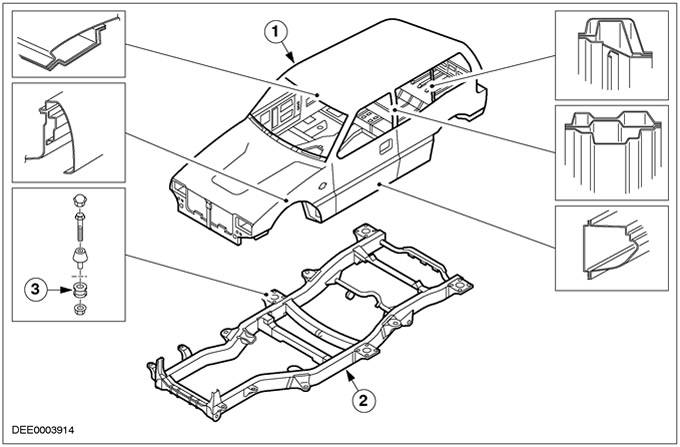
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Test |
| 2 | - | Keret |
| 3 | - | Csavarozott csatlakozás |
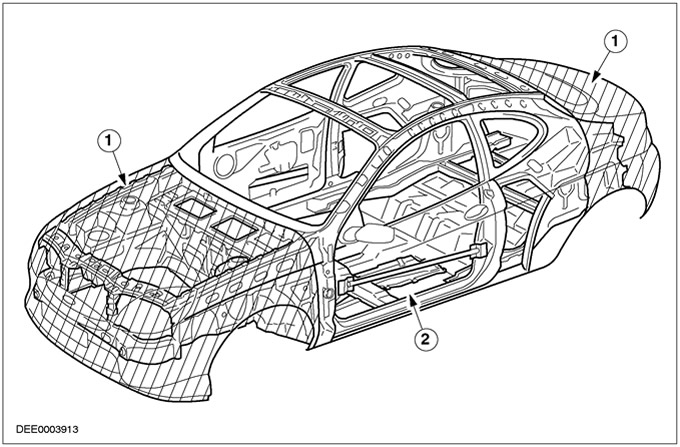
Nagy szilárdságú gyengén ötvözött acél
Általános információ
- A nagy szilárdságú, gyengén ötvözött acélt a Ford járműkarosszériáiban elsősorban gerendákhoz, rögzítőlemezekhez, támasztékokhoz és támasztékokhoz használják.
- A modellspecifikus fejezetek elmagyarázzák, hol használnak nagy szilárdságú, alacsonyan ötvözött acélt.
A nagy szilárdságú, gyengén ötvözött acél sajátosságai:
- Erősebb hajlam a deformált forma megtartására.
- A szerkesztés több erőfeszítést igényel.
- A deformált forma megtartására való hajlam következtében az egyengetőprésen végzett munka során az esetleges deformált elemeket az eredeti állapoton túl kell nyújtani.
- A felületi fémeltávolításhoz használt összes eszköz (például ponthegesztések marásakor), a magasabb keménységi fok miatt csökken a várható élettartamuk.
- Öltözködés közben ne alkalmazzon hőt, mert ez azt okozza a mechanikai szilárdság elvesztése már megközelítőleg 400°C hőmérsékleten bekövetkezhet.
- A gyártási folyamat során az edzett acél festőkemencébe helyezve éri el végső keménységét.
|
Acél típus |
Speciális tulajdonságok |
Gyengén ötvözött vékony fémlemez - horganyzott fémlemez - cink - cink-nikkel |
Lánggal horganyzott fémlemez - horganyzott - alumíniummal horganyzott |
|
Nagy szilárdságú gyengén ötvözött acél |
Nagyon jó hajlékonyság összetett formájú bélyegzett paneleken vagy alacsony stabilitású területeken (például belső ajtópanel vagy kerékív) |
180 |
180 |
|
Edzett acél (kemence edzés) |
Jó plaszticitás; hőkezeléssel kombinálva további felületi keménység érhető el (festés) (pl. lapos elemek, mint az ajtó vagy a motorháztető külső panelje). |
180, 220, 260, 300 |
180, 220, 260 |
|
Foszfortartalmú ötvözött acél |
Jó rugalmasság a bélyegzett elemeken közepes stabilitású területeken (pl kerékív) |
220, 260, 300 |
220, 260, 300 |
|
gyengén ötvözött acél |
Magas fokú merevség teherhordó karosszériaelemekhez |
260, 300, 340, 380, 420, 460 |
340, 380, 420 |
|
Izotróp acél |
Jó rugalmasság közepes stabilitású zónákban a nagy szakítószilárdságnak és az izotróp deformációs tulajdonságoknak köszönhetően (pl. lapos elemek, mint az ajtó külső panelje, motorháztető) |
220, 260 |
260, 300, 340 |
táblázat: Minimális szakítószilárdság nagyszilárdságú, gyengén ötvözött acélokhoz N/mm-ben2
Nagy szilárdságú gyengén ötvözött acél (példa: Mondeo)
Korrózió elleni védelem
Ütközéses károk és diagnosztika. Általános megjegyzések:
- A sérülés méretének pontos meghatározása biztosítja a helyes javítási tervezést.
- Ne hegesszen további erősítő lemezeket.
- Minden karosszériajavítást a Karosszériajavítási Kézikönyv ajánlásai szerint kell elvégezni.
- A karosszériajavítások elvégzésekor figyelembe kell venni a karosszéria stabilitási és szilárdsági jellemzőit. A teherhordó testek vázai pontosan meghatározott alakváltozási mintázattal rendelkeznek, amelyet semmilyen javítás nem érinthet.
- Például a gyűrődési zónák az ütközés során fellépő energia nagy részét elnyelik. Ha ezeken a területeken nem professzionális javítási módszereket vagy technikákat alkalmaznak, az veszélyt jelenthet a járműre nézve.
Rejtett sérülés
- A külső jelek, például a festék hámlása mellett, ügyeljen arra, hogy ellenőrizze a test rejtett sérüléseit vagy deformációit, amelyek kívülről nem láthatók. A rejtett karosszériarészek sérülésének pontos felmérése érdekében gyakran el kell távolítani a nagy rögzített részeket, például a lökhárítókat és a belső sárvédőket.
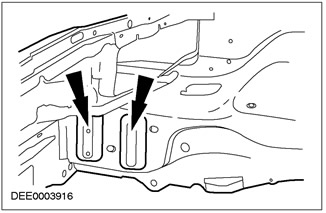
A deformáció meghatározott helyei
- A karosszéria sérüléseinek értékelésekor mindig ellenőrizni kell a karosszéria előre meghatározott deformációs helyeit. A megadott deformációs helyek szándékosak «legyengült szakaszok», amely a szelvény alakjának lokális megváltoztatásával jön létre, amely elsőként lesz kitéve külső erőknek.
Előre meghatározott deformációs helyek - a karosszériaelemek alakjának speciális megváltoztatásával
Meghatározott alakváltozási pontok – különböző anyagvastagságok használatával
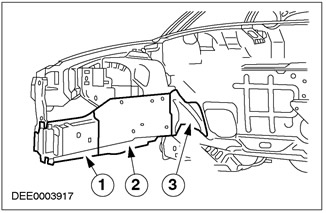
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Anyagvastagság 2,0 mm |
| 2 | - | Anyagvastagság 3,0 mm |
| 3 | - | Anyagvastagság 1,75 mm |
Csomóponti varratok
- A csomóponti hegesztések kulcsfontosságú helyei az autó karosszériájának. A sérülés jelei, mint például a festék leválása a csomóponti hegesztési varratok területén, gyakran a jelentős károsodás nyilvánvaló jelei. Emiatt a sérülések felmérésekor a karosszéria összes csomóponti hegesztéssel összekötött részét nagyon alaposan meg kell vizsgálni, hogy nincs-e rajta sérülés.
Az erők hatása a csomóponti varratok zónájában)
A rés mérete
- A rések mérete további diagnosztikai lehetőséget kínál szemrevételezéssel. Az élek elváltozása vagy eltolódása általában azt jelzi, hogy a problémás alkatrész méretei nem megfelelőek.
Térségi változások
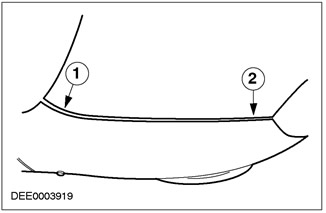
- Poz.##Alkatrész##Leírás
- 1##-##Túl széles a rés
- 2##-##A rés túl szűk
Az ütközés hatása a testre
MEGJEGYZÉS: Járműalkatrészek, például tengelyek és pótkocsi tartozékok (filmelőzetes), erőátvitel. Ha az autó hátulról ütközött, akkor minden csatlakoztatott karosszériaelemet és mechanikai elemet alaposan ellenőrizni kell (pl sebességváltó tartók). Ellenőrizze az elektronikus alkatrészeket, hogy megbizonyosodjon arról, hogy megfelelően működnek.
Ezen kívül lehetőség van a teljes sebzés mértékének beállítására, kezdve a becsapódási erők irányától és nagyságától. Ehhez azonban alapos ismeretekre van szükség a test felépítésével kapcsolatban.
- Ha például az ütközés az első bal oldali elemre esett, a karosszéria merevsége miatt a jobb oldali tagra (keresztléc jelenléte) általában szintén érintett. Ennek a szárnak a hossza gyakran nem változik, de a karosszéria merevsége miatt elmozdulhat eredeti helyzetéből (gyakran csak nagyon keveset). Ha eltérések vannak, az általában az ajtó és a szárny közötti hézagok méretének ellenőrzésével vagy a méretváltozások ellenőrzésével észlelhető.
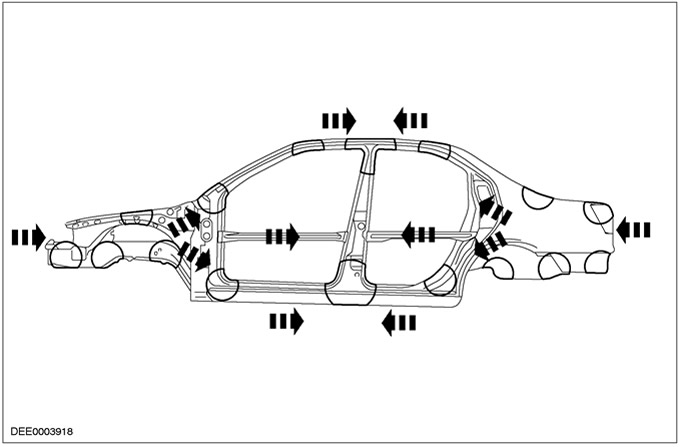
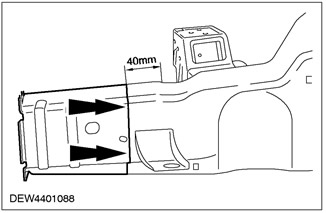
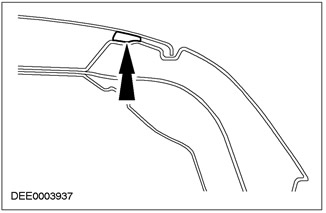
- Erősebb ütközések esetén a karosszéria elülső része nem tudja felvenni az összes ütközési energiát, és az utastér is deformálódik. Itt az ütközési energiát a száron keresztül továbbítják a fogasléchez «A» (lásd diagramot). Ennek eredményeként ez deformációhoz vezet a tető és az ajtóküszöb területén.
- A test teljesen másképp reagál az oldalütközésekre, ha van gyűrődési zóna. Mivel a lakóterület rendkívül stabil, az ütközés helyén viszonylag kisebb lokális deformációk vannak. Az ütközési erők azonban átkerülnek az autó padlójára, aminek következtében gyakran megsérülnek az ún «banánfajták», amikor az autó deformálva banán alakot vesz fel a hosszanti tengelye mentén.
Az ütési energia a száron keresztül továbbítódik az állványba «A»
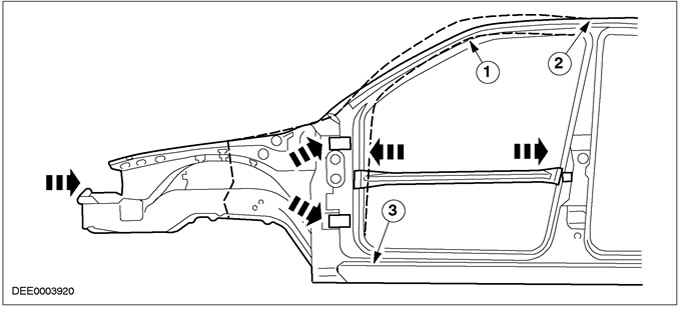
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Warp zóna - tetőgerenda |
| 2 | - | Warp zóna - tető |
| 3 | - | Warp zóna - küszöb |
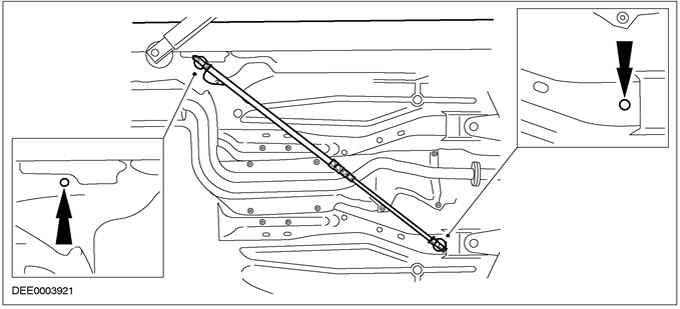
Alsó mérés
Mérések iránytűvel
- Az iránytű nagyon hasznos eszköz az autó alsó részének ellenőrzéséhez (alja alatt). Használható a hossz és szélesség méreteltéréseinek meghatározására (de nem magas) összehasonlító mérésekkel és átlós mérésekkel. Ebből a célból a karosszéria referenciapontjai mindig a karosszériaváz méretek listájából kerülnek kiválasztásra.
Szimmetriai mérések iránytűvel
Testméretek
Mérési lehetőségek
- Összehasonlító mérések végezhetők a test külső felületén is. A sérüléstől függően iránytűvel, teleszkópos rúddal, mérőszalaggal vagy vonalzóval lehet összehasonlító és átlós méréseket végezni.
MEGJEGYZÉS: Ha mindkét oldalon átméretezést keres, ugyanazokat a rögzítési pontokat válassza ki (például lyukak, élek, gallérok stb.).
- A karosszéria minden fontos külső mérete az egyes modellekhez tartozó karosszériajavítások leírásában található.
Mérések mérő/egyenesítő állvánnyal.
- A testpadló pontos méréséhez mérő/egyenesítő állvány szükséges. A mérőrendszereket működésük szerint kategorizálják:
- Mechanikus mérőrendszer
- Optikai mérőrendszer
Számítógépes mérőrendszerekkel gyors és pontos mérési eredmények érhetők el.
A hossz-, szélesség- és magasságméretek meghatározásához legalább három, a padlón elhelyezett sértetlen mérési pont szükséges.
Bizonyos esetekben ez elérhető mérési pontok létrehozását jelentheti. Ezen mérőrendszerek mindegyike használható testmérések elvégzésére, feltéve, hogy a megfelelő felszerelés rendelkezésre áll.
Mérőberendezés testméréshez
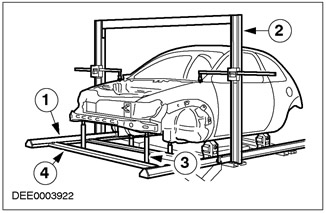
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Fő keret |
| 2 | - | mérő vonalzó |
| 3 | - | Teleszkópos mérőrúd mérőszondával |
| 4 | - | Mérőhíd |
Igazító állvány
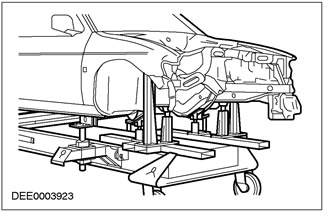
Javítás tervezése
A javítás megkezdése előtt a következő döntéseket kell meghozni:
- Az autót vízszintbe kell állítani, vagy más módon is kiegyenesíthető?
- Szükséges a padló mérése?
- El kell távolítani az olyan egységeket, mint a motor vagy a tengelyek?
MEGJEGYZÉS: A karosszériarészeket érdemesebb megjavítani, semmint csereként ezzel elkerülhető a test teljes héjának károsodása. Milyen testrészeket kell cserélni?
- Mely testrészek javíthatók?
Pótalkatrészek beszerzése
A pótalkatrészek elérhetősége gyakran meghatározza, hogy a karosszériajavítás milyen könnyen elvégezhető. A következő eljárás javasolt:
- Szerezzen be minden járműadatot, beleértve a típust, a jármű azonosító számát, a berendezés kódját, a motorazonosító betűket, az eredeti regisztrációs adatokat és egyebeket.
- Azonosítsa az összes fém alkatrészt, amelyet cserélni kell.
- Azonosítsa az összes cserélendő tartozékot, beleértve az olyan kis elemeket, mint a szegecsek, kapcsok stb.
- Miután megkapta az összes cserealkatrészt, tesztelje azokat a járművön, hogy megbizonyosodjon arról, hogy megfelelőek és hiánytalanok.
Javítás szerkesztéssel
Az ütközés utáni eredeti karosszériaforma helyreállításához gyakran kiegyenesítő javításokra van szükség. Ezt a következők segítségével lehet megtenni:
- Igazítási állványok
- Univerzális állvány egyenesítéshez és méréshez
- hegesztőállvány
Annak érdekében, hogy a javításokat szakszerűen végezzék el, és a javítás után minden méret megfelelő legyen, a következő szempontokat kell figyelembe venni.
Szerkezet:
- A javítási sorrend az egyedi javítási tervtől függ (a szükséges bontási munkák elszámolása).
- Tisztítsa meg a csatlakozási területeket.
- Rögzítse a járművet megfelelő állványon úgy, hogy ne sérüljön meg.
- Támogassa az egységeket, hogy enyhítse a stresszt a szervezetből.
- Álljon meg legalább három mérési/referenciapontnál, amelyek épek és a lehető legtávolabb vannak egymástól (az alapbeállításhoz).
- Ellenőrizze a mérési/referenciapontok méreteit.
Szerkesztés:
MEGJEGYZÉS: Folyamatosan ellenőrizze a méreteket és a hézagokat az öltözködési folyamat során.
- A test öltöztetése mindig az ütközéssel ellentétes irányban történik. A beállításokat mindig teljesen összeszerelt test mellett végezze el (ne vágjon előre semmilyen elemet). Hajtsa végre a szerkesztést több szakaszban. Ez megakadályozza a hegesztett kötések túlnyúlásának vagy elszakadásának veszélyét. Minden alkalommal, amikor rajzolás közben újraformázza, ütögesse meg egy alumínium kalapáccsal, hogy enyhítse a stresszt (meghatározott deformációs helyeken, horpadások, hegesztett kötések stb.)
Különleges jellemzők:
- A nagy szilárdságú, gyengén ötvözött acél hajlamosabb megőrizni deformált alakját.
- Ha szükséges, nyissa ki az ajtókat vagy a motorháztetőt a beállítások elvégzésekor.
- Soha ne alkalmazzon hőt öltözködés közben.
- Kövesse a szakaszban található utasításokat «Védőfelszerelések/javítási biztonság».
Testrészek vágása
Attól függően, hogy mely elemek vannak csatlakoztatva, különböző szerszámok alkalmasak a testrészek vágására/leválasztására.
MEGJEGYZÉS: Minden egyéb elemet, például belső szerelvényeket, ablaküvegeket stb. védeni kell a lövedékszikrától.
MEGJEGYZÉS: Ügyeljen arra, hogy a marási mélységet megfelelően állítsa be, nehogy a megmaradt karima meglazuljon.
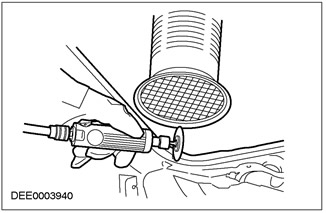
Ponthegesztések marása
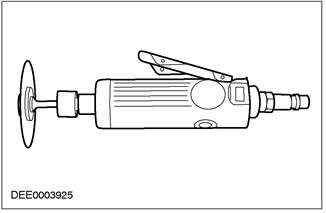
Arccsiszoló tárcsa
MEGJEGYZÉS: Használjon védőruházatot. Védje a sérülékeny testrészt vagy üvegfelületet a lövedékszikrától. Távolítsa el a robbanóanyagokat a közeli területekről.
- Minden olyan ponthegesztés, amely nem áll rendelkezésre marásra (átmérő > 8 mm) arccal kell marni (döntő) csiszoló kör. Ugyanez vonatkozik a pont- és sima MIG varratokra is.
Vége (döntő) csiszolókorong
Vágás elválasztás
MEGJEGYZÉS: Lent («tantárgy») fém elemek, kábelkötegek, tömlők stb. ne sérüljenek meg – ha szükséges, előtte távolítsa el őket.
- A karosszériafűrészek különösen sokoldalúak, ezért kiválóan alkalmasak testrészek levágással történő elválasztására.
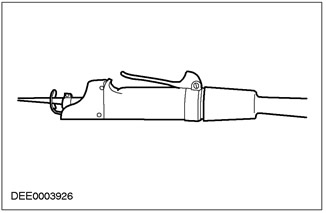
Rövid löketű fűrész
- A testrészeket általában rövid löketű fűrésszel választják el. Nagyon rugalmasnak bizonyul még olyan területeken is, ahol a hozzáférés nagyon korlátozott.
Rövid löketű fűrész
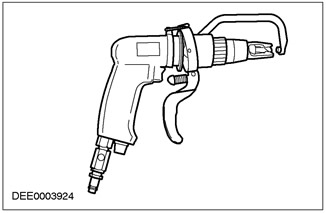
Dugattyús fűrész
- A rövidlöketű fűrész mellett dugattyús fűrész is használható. Használatával keskeny és egyenes vágásokat végezhet a pontos mélységig.
- A penge élettartama jelentősen megnövelhető a penge olajos hűtésével. A fűrészelés során keletkező összes forgácsot mindig el kell távolítani az üregekből (szívás segítségével), a korrózió veszélyének megelőzése érdekében.
- Ha vannak forrasztási kötések a vágandó elemen, hegesztőpisztoly segítségével egyenletesen melegítse fel az elemet, amíg a forrasztás meg nem olvad. Akkor válassz «régi» elem.
Dugattyús fűrész
Javítások végzése
Teljes csere
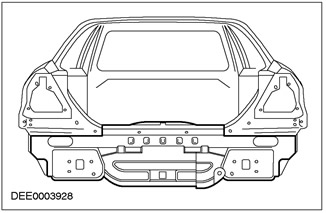
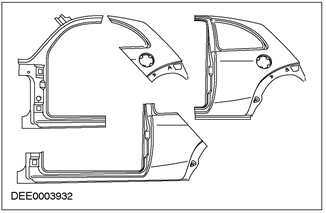
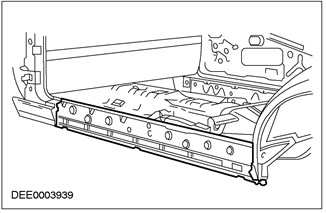
- Komplett cserével az egész megsérült «régi» az elemet az eredeti csatlakozási helyeken leválasztják, majd egy új elemet teljes egészében beépítenek. A következő ábrán a hátsó panel cseréje látható (Mondeo).
A hátlap cseréje újra (Mondeo)
Szekciócsere
- Sok esetben műszaki és gazdasági szempontból is ésszerű a metszetcsere elvégzése. A két fő szempont egyrészt a teljes eredeti karosszéria karbantartása, másrészt a javítási költségek minimális szinten tartása.
- A szakaszok cseréjének három különböző módja van:
Fenék ízületek
- Az új elem és a régi elem folyamatos MIG hegesztéssel van összekötve.
- A tompacsuklókat általában a tápegység és a fogaslécek elemeinek szakaszos cseréjekor vagy egy elem rövid vágással történő szétválasztásakor használják.
Fenékcsukló
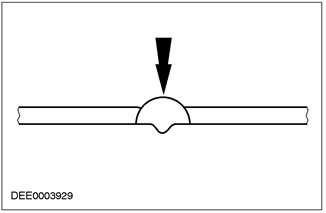
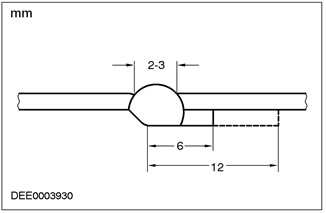
Élhajlítás
MEGJEGYZÉS: Bár a hajtott él 12 mm, az új elemnél csak 10 mm-t kell hagyni. Ez automatikusan létrehoz egy előre meghatározott hegesztési rést az élek között «régi» panel és az új panel széle. Új elem beszerelése előtt a létrehozott élt korrózióvédelmi okokból 6 mm-re csökkentjük.
- Az élhajlítás főként rajta történik «régi» elem, amely még csatlakoztatva van. «Régi» az elemet és az új elemet megszakított varrással kapcsolják össze.
Élhajlítás
Fém hátlap
- Fém hátlap (kb 30 mm széles) az elhagyottaktól «régi» elemet vagy egy új elemet ponthegesztéssel a kötés hátuljára.
MEGJEGYZÉS: Hosszabb vágásokhoz általában hajlított éleket vagy fém hátlapokat használnak.
MEGJEGYZÉS: A szakaszok cseréjénél az elválasztáshoz szükséges vágásokat mindig a lehető legrövidebbnek kell tartani. A modellspecifikus fejezetekben csak a vágási vonalak láthatók.
- Ne végezzen vágást a vasalás közelében vagy az előre meghatározott deformációjú zónákban.
MEGJEGYZÉS: Ne kezdje el a vágást «régi» elemet, amíg új elemet nem szállítanak (a javító szakaszok mérete eltérő lehet).
- A szakaszos javításokhoz speciális javítási részek állnak rendelkezésre, amelyek külön szerepelnek a pótalkatrészek mikrolapján.
Fém hátlap
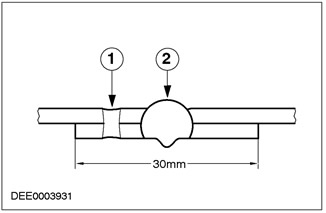
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Érintkezési ponthegesztés |
| 2 | - | Szakaszos MIG hegesztés |
Paneljavító szakaszok - Ford Ka
Szekciócsere - spar, Ford Puma
Készít «régi» a járművön maradó elemek / új elemek.
- Állítsa vissza a szomszédos felületek eredeti formáját a horpadt karosszériarészeknél, amelyeknek a járművön kell maradniuk, kalapáccsal és illesztőszerszámmal (biztosítja a forma megfelelőségét «régi» elem és új elem). Távolítsa el sarokcsiszolóval a ponthegesztést vagy más varratokat.
- Vágja le az új elemeket az alaknak megfelelően.
- Szükség esetén lyukasztson vagy fúrjon lyukakat a ponthegesztéshez.
MEGJEGYZÉS: Ne használjon hegesztőpisztolyt a festékmaradványok eltávolítására (a hő a fém meghajlását okozhatja).
- Mindkét oldalon tisztítsa meg az összes csatlakozó karimát csupasz fémre. Ne használjon sarokcsiszolót erre a célra (ez gyengítheti a fémet és károsíthatja a cinkréteget). Megfelelő szerszámok: forgó drótkefe, szalagcsiszoló vagy műanyag tárcsa.
- A forrasztási kötések kivételével, bőségesen vigyen fel hegesztési alapozót az összes hegesztőkarimára.
- Az alapozót használat előtt alaposan fel kell keverni.
MEGJEGYZÉS: Aeroszolok használatakor ügyeljen arra, hogy az aeroszol permetezése során ne szennyezze be a szomszédos területeket.
MEGJEGYZÉS: További információkért lásd: 501-25B «Karosszériajavítás – Korrózióvédelem».
Új elem telepítése.
Győződjön meg arról, hogy az új elem pontosan megfelel az előírt méreteknek. Kapcsolódó felszerelés:
- Igazító állvány
- Univerzális mérőrendszer
- szerelőállvány
- Vonalzó vagy mérőszalag
- Iránytű
- A keret méretei az egyes modellekhez tartozó javítási kézikönyvekben találhatók.
MEGJEGYZÉS: Ebben a szakaszban fel kell szerelni minden olyan rögzített karosszériarészt, amely precíziós beállítást és felszerelést igényel, például lökhárítókat, tömítéseket, fényszórókat, hátsó lámpákat és zárszerelvényeket. Ha ezt nem óvatosan teszik, az vízszivárgáshoz, szélzaj behatolásához és jelentős mennyiségű utómunkához vezethet.
Győződjön meg arról, hogy az élek egy vonalban vannak a szomszédos elemekkel, és ellenőrizze a megfelelő réseket (összehasonlítani a bal és a jobb oldalt). Ügyeljen arra, hogy az autó alakja megmaradjon.
Új elem rögzítése
MEGJEGYZÉS: Az utólagos munkák szükségessége nagymértékben csökkenthető, ha kellő körültekintéssel végzik el az igazítást és a hegesztést.
A rendelkezésre állástól függően a következő rögzítési módok állnak rendelkezésre:
- fogó (készlet)
- Csavaros terminál (készlet)
- Önmetsző csavarok
- Edény tartók
Használjon középső lyukasztót vagy csavarhúzót annak biztosítására, hogy a profilok élei egy vonalban legyenek, amikor szakaszonként cserélik. Ezután az élt tapadóhegesztéssel biztosítják, hogy a megfelelő helyzetben legyen.
Beállítás és tapadásos hegesztés
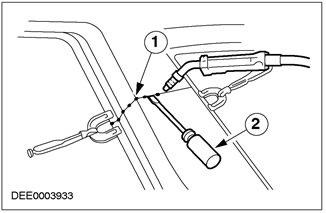
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Edény tartók |
| 2 | - | Csavarhúzó segítségével igazítsa a pozíciót |
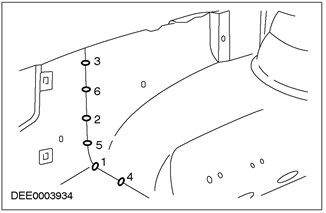
A hosszabb kötéseket általában hegesztik, hogy megakadályozzák a panel meghajlását. Fontos, hogy a hegesztéseket a megfelelő sorrendben végezze (lásd diagramot).
Az új elemet a javítási kézikönyv utasításait követve hegeszd. Olvassa el és vegye figyelembe a megjegyzéseket a fejezetben. «Javítás hegesztéssel, forrasztással».
Helyes hegesztési sorrend
Utólagos javítások/korrózióvédelem
Ez a rész főként a következő munkáknak szól:
- Hegesztési varratok tisztítása, szükség esetén ólommal való feltöltése.
- Csupasz fém alapozó.
- Hegesztési varratok tömítése.
- Védőbevonat felvitele az aljára.
- Csillapító bélés felszerelése.
- Az üregek kitöltése habbal.
MEGJEGYZÉS: További információkért lásd az 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G fejezetet. «Karosszériajavítás – Korrózióvédelem»
- Masztix üregekhez (festéskor).
Megcsapolás (kiegyenesítés) panelek
A karosszéria gyártásához használt acélfajták
- Az autó karosszériája vékony acéllemezből készül, vastagsága 0,5-2,75 mm. Két fő típusa van:
- A karosszéria panelek minőségi sajtolt acélból
- Nagy szilárdságú gyengén ötvözött acél
- Minőségi sajtolt acélból készült karosszériapanelek:
- Ezek a karosszériaelemek puhábbak és könnyebben nyomhatók. Rendkívül jól nyúlnak, ezért nem érzékenyek a nem kívánt repedésekre.
- Nagy szilárdságú gyengén ötvözött acél:
- A nagy szilárdságú gyengén ötvözött acél sokkal jobban ellenáll a sajtolásnak vagy egyéb megmunkálásnak, mint például az ST14 acél. Nagyobb a szakítószilárdsága is.
A menetfúró panelek alapelvei
- Bármilyen szekcionált vagy teljes karosszériaelem cseréje előtt mindig alaposan ellenőrizze, hogy nem sérült-e meg a panel (És) érintéssel korrigálható.
- megcsapolás (kiegyenesítés) a panelek általában a legegyszerűbb és leggazdaságosabb módszer a sérült panelek javítására.
Példák a különböző panelfúró technológiák alkalmazására:
- Alumínium kalapács és fa kalapács
- Előnyök: Alacsony esély a panel túlnyúlására.
- Kisebb horpadások javítására szolgál mindkét oldalról elérhető paneleken.
- Ezt a két panelfúró eszközt általában használják «végső javítások».
«Vékony» egyengetés alumínium kalapáccsal és univerzális hátlappal
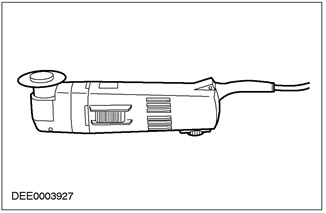
Kalapács mozgatható ütővel
- Ha a sérült panel csak kívülről érhető el, mozgó kalapáccsal állítsa vissza a panel formáját. A mozgó kalapács felszereléséhez szükséges tárcsákat vagy csapokat a csupasz fémfelületre hegesztik. A panelen lévő horpadások egy mozgó ütközővel ellátott kalapács irányított működésével javíthatók.
Panelek hőkezelése
- Általában elkerülhetetlen, hogy a mechanikai deformáció következtében a karosszériaelemek egyes részein anyagfelesleg jelenjen meg. Ha vannak olyan területek, ahol anyagfelesleg van, az az anyagfeszültség különbségei miatt korlátozott kihajlást okoz. Ezek a lokális kihajlási zónák hőkezeléssel stabilizálhatók.
MEGJEGYZÉS: Ez a szabály nem vonatkozik a nagy szilárdságú, gyengén ötvözött acélra.
Szabály: A panelek hőkezeléssel történő kiegyenesítése nagyobb mértékben csökkenti a felesleges anyag mennyiségét, mint a kezdeti nyújtás.
Különféle hőkezelési módszerek
MEGJEGYZÉS: A felesleges anyag mennyiségétől függően különböző hőkezelési módszereket alkalmaznak.
- Lángos öltözködés
- Ha jelentős területen többletanyagot észlelnek, hegesztőpisztolyt kell használni (égőméret 0,5 - 1,0 mm). Használjon gyenge lángot.
- A fém felületét foltokban rövid ideig felmelegítik, majd nedves szivaccsal azonnal lehűtik.
- Követelmény: A hegesztőpisztoly megfelelő kezelésének képessége és az acél izzítási színeinek ismerete.
- Előny: Nem sérti a fémfelületet.
- Öltözködés lánggal, kalapáccsal és ellenszerszámmal kombinálva
MEGJEGYZÉS: Az öltözködés hatékonyságát növeli a gyorsabb fűtés és hűtés.
- Ha a fölösleges anyag koncentrálódik, akkor a csávázó hatásfoka melegítés után óvatos alumínium- vagy fakalapács használatával növelhető.
- Követelmény: Képes az anyag feszültségi állapotának felismerésére a bevonandó felület megfigyelésével.
- Öltözködés szénelektródával
- Ha a panelek területei csak az egyik oldalról érhetők el, vagy ha a panel csak enyhén hajlott, akkor a karbon egyengetés az előnyben részesített egyengetési módszer.
- Követelmény: Csupasz fémfelület.
- Hátrány: karcok jelenléte és a felület keményedése.
- Öltözködés rézelektródával
- A kis, éles horpadások, amelyek kifelé néznek, rézelektródával javíthatók.
- Lánggal és formázott reszelőkkel a karosszériához
MEGJEGYZÉS: Helyes használat esetén ez a módszer az összes melléklet eltávolítása nélkül is használható (tetőburkolat, kábelköteg stb.).
- Kis horpadások (csak enyhe nyújtással): A horpadás széleinek spirálisan befelé történő feldolgozásakor a horpadást oxi-acetilén égővel melegítjük fel (égőméret 1 - 2 mm, felesleges gázláng) körülbelül 250°C hőmérsékletig.
- A testreszelővel végzett gyors munka eltávolítja a hőt a határzónából és így tovább, amíg a horpadás ki nem egyenesedik. Célszerű felváltva dolgozni két fájllal. Ez növeli az eltávolítható hő mennyiségét.
Panelek kitöltése ólommal
A panelek ólommal való feltöltése a legjobb javítási módszer a hézagok kiegyenesítésére metszetjavítások során, vagy a panel felületén lévő kisebb egyenetlenségek megszüntetésére. Előnyök:
- Kiváló tapadás csupasz fémfelületeken.
- Nagyon jó formáló tulajdonságok.
- Jó tulajdonságok az átformáláshoz.
- állandó forma.
- A hőtágulás megegyezik az acéléval.
MEGJEGYZÉS: Ónötvözet: PB 25% / 75%. Használjon szívást. Légzőkészülék.
Folyamat: A felvitt ólomsúlyt a végső befejezés előtt kalapácsolja a légbuborékok eltávolítása érdekében.
Javítás hegesztéssel, forrasztással
Elővigyázatossági intézkedések
MEGJEGYZÉS: Lásd a Fejezetben található megjegyzéseket. «Védőfelszerelés/Munkabiztonság».
- Kösse le az akkumulátor földelővezetékét, és fedje le a terminált a jármű elektronikus moduljainak védelme érdekében (ABS, légzsák stb.).
- Ne engedje, hogy elektronikus alkatrészek vagy vezetékek érintkezzenek «súly» vagy hegesztőelektródát.
- Távolítsa el az akkumulátort, mielőtt a közelében hegesztene.
- Legyen rendkívül óvatos, amikor üzemanyagtartály vagy más üzemanyagot tartalmazó tárgy közelében hegesztést végez. Ha a betöltőcsonkot vagy az üzemanyagvezetéket le kell választani a hegesztéshez való hozzáféréshez, az üzemanyagtartályt ki kell üríteni és ki kell venni.
- Soha ne hegesszen vagy forrassza fel a feltöltött légkondicionáló rendszer alkatrészeit. Ugyanez igaz, ha fennáll a légkondicionáló rendszer felmelegedésének veszélye.
- Csatlakoztassa az elektromos hegesztőberendezés földelőcsatlakozását közvetlenül a hegesztendő elemhez. Győződjön meg arról, hogy nincs elektromos szigetelő a földelés és a hegesztési hely között.
- A jármű szomszédos elemeit és a szomszédos járműveket óvni kell a hegesztés során szétszóródó szikráktól és a hőhatástól.
Érintkezési ponthegesztés
Az autógyártás során a hegesztések 90%-a ellenállás-ponthegesztéssel történik. Általános szabályként a javításoknál ugyanazt az illesztési technikát kell alkalmazni, mint a jármű gyártásánál. A javítás során a hegesztési pontok számának és átmérőjének meg kell egyeznie az autó gyártása során tapasztaltakkal. Alternatív csatlakozási technológia csak kivételes esetekben alkalmazható.
Berendezések és hegesztési paraméterek beállítása
Felszerelés:
- A hardver beállításához kövesse a hardvergyártó utasításait.
- Válassza ki a megfelelő elektródatartókat (a lehető legrövidebbre).
- Pontosan igazítsa be az elektródatartók és -csúcsok helyzetét.
- Az elektródák hegyének domborúnak kell lennie (reszelővel nagyjából formázzuk, darálóval finomhangoljuk a formát).
Test:
- Ügyeljen arra, hogy az összeillesztendő karimák tökéletesen illeszkedjenek egymáshoz.
- Készítsen elő egy tiszta fémfelületet a csatlakozásnál (bent és kint).
Megjegyzések a módszertanhoz/technológiához:
- Készítsen próbahegesztést egy hegesztőpasztával bevont anyagdarabon.
- Ha bármilyen fémelemet helyeznek az elektródatartók közé, az indukció és ennek következtében a teljesítmény elvesztését okozza (árambeállítás
- A nagy szilárdságú gyengén ötvözött acélok esetében a teljesítmény beállítására van szükség.
- A régi hegesztési varratok újrahegesztése gyakran rossz hegesztési minőséget eredményez.
- Tartsa az elektróda hegyeit az érintkezési felülethez képest szögben a lehető legközelebb 90°-ban.
- A hegesztés befejezése után rövid ideig tartsa fenn a nyomást az elektródákon.
MEGJEGYZÉS: Körülbelül 10 ponthegesztés után hűtse le az elektródákat vízben a megfelelő hegesztési minőség biztosítása érdekében (nincs szükség hűtött elektródákra).
- Az elektródák akkor működnek a legjobban, ha domborúak. Rendszeresen tisztítsa meg az elektródák érintkezési felületét.
Panelek ellenállás-ponthegesztése, ha a teljes vastagság legalább 3 mm
Az összes modern Ford jármű javításához az ellenállásponthegesztő berendezésnek képesnek kell lennie a horganyzott és nagy szilárdságú acéllemezek megbízható hegesztésére három vagy több rétegben, legfeljebb 5 mm teljes vastagságig. Ha ezek a követelmények nem teljesülnek, biztonsági okokból tócsát kell használni. Elektromos előírások (áram, ellenállás, hő) Az ellenállás ponthegesztő berendezések a berendezés típusától függően eltérőek. Ezért a hegesztési folyamat tényleges jellemzői tekintetében fontos betartani a berendezés gyártójának utasításait.
MIG/MAG hegesztés
Berendezések és hegesztési paraméterek beállítása
A jármű gyártása során MIG/MAG technológiával hegesztett kötéseket a javítási folyamat során is ugyanazzal a technológiával kell hegeszteni. A javítási folyamat során is néhány ponthegesztést ki kell cserélni dagadó varratokra.
Ha a hozzáférés nehézkes, vagy nincs megfelelő teljesítményű ponthegesztő berendezés (lásd fent) 3 mm-es vagy annál nagyobb teljes panelvastagság esetén az ellenállás-ponthegesztést néha a javítás során tócsás hegesztéssel kell helyettesíteni. Ebben az esetben az idő növelése szükséges, és ennek megfelelően figyelembe kell venni a korrózióvédelem szigorúbb követelményeit.
A hegesztéssel történő javítás csak akkor végezhető el megfelelően, ha a berendezés megfelelően van beállítva, és minden hegesztési paraméter megfelelő.
Felszerelés:
- Állítsa be a berendezést a gyártó utasításai szerint.
- A tömlők nem lehetnek megcsavarodva.
- A magnak mentesnek kell lennie a koptató részecskéktől.
- A gázfúvókáknak salaktól és vízkőtől mentesnek kell lenniük.
- Ügyeljen a hegesztőelektróda minőségére és a gázfogyasztásra.
testtípus:
- Ellenőrizze az összeillesztendő felületek minőségét.
- Készítsen elő egy csupasz fémfelületet a csatlakozásnál.
- Győződjön meg arról, hogy a távolságokat megfelelően tartják be (gyökérképződés).
Megjegyzések a módszertanhoz/technológiához:
MEGJEGYZÉS: A MIG-hegesztés megnövekedett hőbevitele sokkal nagyobb területen roncsolja a hegesztési alapozót/cinket, mint az ellenállás-ponthegesztés, így sokkal nagyobb figyelmet kell fordítani a későbbi korróziógátló bevonatokra.
MEGJEGYZÉS: Annak érdekében, hogy a hegesztés ne csak felületi kötés legyen, mindig próbahegesztést kell készíteni.
- Csatlakoztassa a földkábelt a hegesztési hely közelében (győződjön meg róla, hogy az érintkezés minősége jó).
- A tócsás hegesztés során kezdje el a hegesztést az alsó panelen, hogy biztosítsa a megfelelő behatolást.
Tócsás hegesztés
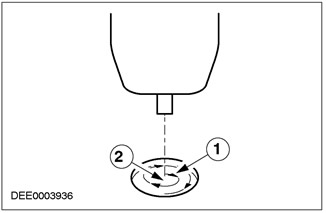
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Hegesztési irány: mozogjon körben belülről kifelé |
| 2 | - | A hegesztés kezdőpontja: az alsó panelen lévő furat közepe |
Forrasztó csatlakozások
Soha ne cserélje ki a gyári forrasztókötéseket más típusú csatlakozásra.
MEGJEGYZÉS: A korrózió veszélyének elkerülése érdekében távolítson el minden folyasztószer nyomot.
A forrasztott kötések különösen gondos előkészítést igényelnek. Rendkívül fontos, hogy az összeillesztendő felületek pontosan illeszkedjenek egymáshoz, és a csatlakozásnál tiszta, csupasz fémfelület készüljön.
Ragasztó csatlakozások
A ragasztási technológiát egyre gyakrabban alkalmazzák az autóiparban. A test egyes területei egyre jobban érintettek. A javítási folyamat során minden ragasztott kötést helyre kell állítani.
Használati utasítások és biztonsági szabályok
- Ragasztók vagy tömítőanyagok használatakor mindig kövesse a gyártó utasításait.
MEGJEGYZÉS: Kövesse a gyártó biztonsági utasításait.
- A ragasztók vegyszerek, ezért megfelelnek a speciális biztonsági előírásoknak.
Ragasztott karimák
- A motorháztető, a csomagtérajtó és az ajtókarimák a járműgyártás és a javítások során számos Ford modellen össze vannak ragasztva.
- Ezeket a csatlakozásokat elsősorban tömítési célokra szánják (korróziógátló), és nem az erő miatt.
Erősséget igénylő kapcsolatok
- A szilárdságot igénylő ragasztóhézagokat ragasztási szilárdságra, tömítésre és korrózióvédelemre használják (pl. 1991 Escort/Orion a hátsó tető területén, az oszlophoz vezető átmenet közelében «VAL VEL»).
- Az erre a célra használt ragasztó 2K epoxi.
A tető külső burkolatának ragasztása (Escort 1991)
Ragasztott üvegezés
- Szinte minden modellen a szélvédő közvetlenül a karosszéria ablakkeretébe van ragasztva. Ezenkívül a modellek legtöbb változatában az oldalsó és a hátsó ablakok üvegei ragasztottak.
- Az ablaktáblák ragasztása elsősorban a ragasztási szilárdság biztosítása érdekében történik. A ragasztott üvegezés további torziós merevséget ad a testnek.
Ablakok ragasztása ragasztott üveggel
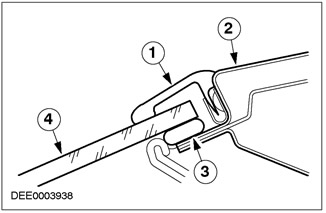
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Gumi szalag |
| 2 | - | ablakkeret |
| 3 | - | Ragasztó |
| 4 | - | ablaküveg |
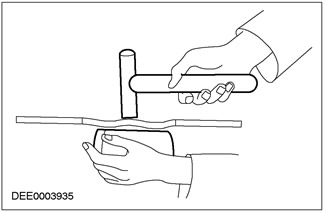
Ragasztott üvegű ablakok ki- és beszerelése
Biztonsági előírások
A sérülések elkerülése érdekében mindig be kell tartani a következő biztonsági óvintézkedéseket:
- Használjon védőkesztyűt.
- Használjon védőszemüveget.
Készítmény
- Ragasztott üveggel ellátott ablak vágása előtt lazítsa meg és távolítsa el az összes csatlakoztatott alkatrészt, amely a vágási területen található, és amely veszélyben van, mint például a kárpitozott panelek és a díszlécek, valamint az összes elektromos csatlakozást.
- Zárjon be minden festett területet, amely az ablak mellett található.
- Vágja le a felesleges ragasztót, mint így könnyebben vágható az üveg.
- Rögzítse a függőlegesen elhelyezett ablakokat, hogy ne essenek ki.
ablaküveg vágás
- Vágja le a ragasztógyöngy mentén könnyen elérhető helyeken egy vágószerszám segítségével.
- Óvatosan vezesse körbe a vágószerszámot az ablak kerülete mentén, átvágva a ragasztócsíkon.
- Kerülje az ablakkeret és a karosszéria peremének megérintését.
- Használjon speciális «szívópárnák», hogy távolítsa el az üveget az ablaknyílásról.
A ragasztási eljárás általános előkészületei
- Kövesse a gyártó utasításait.
- Vágja le a maradék ragasztócsíkot a fémkarimán kb. 1 mm maradék magasságig. Utána ne érintse meg és ne tisztítsa meg a vágási felületet.
- Óvatosan javítsa ki a fényezés sérüléseit (vigyen fel alapozót és fedőréteget).
- Cserélje ki az ablakütközőket, ha szükséges.
Ablaküveg ragasztás
- Vigyen fel egyenletes ragasztógyöngyöt az ablakra vagy a karosszéria peremére.
- Helyezze be az üveget az ablaknyílásba, és középre helyezze (2 technikus szükséges).
- Ellenőrizze a hézagokat.
MEGJEGYZÉS: Nyissa ki az ablakokat és ajtókat, amíg az ablak megszárad, és ne mozgassa a járművet (az ajtók becsapódása túlnyomást kelt, ami az ablak kilazulását okozhatja).
Használjon ragasztószalagot, hogy megakadályozza az üveg kiesését.
Végső műveletek:
- Csatlakoztasson minden elektromos csatlakozást, és ellenőrizze az elemek megfelelő működését.
- Szerelje fel a csatlakoztatott elemeket, és ellenőrizze a rögzítés pontosságát és megbízhatóságát.
- Szemrevételezéssel ellenőrizze, hogy a rések és csatlakozások egyenletesek-e.
- Tisztítsa meg teljesen az ablaküveget.
Speciális karosszériajavítások
flip top
- A kabrió karosszériája jelentősen eltér a «szedán». Ezek a különbségek nem csak a megjelenésre és a funkcionalitásra vonatkoznak. A kívánt stabilitás eléréséhez meg kell erősíteni a szerkezetet.
- Héjjal zárt test kialakítása nem lehetséges, mert nincsenek tetőgerendák. Ezért a kellő stabilitás biztosítása érdekében (különös tekintettel a torziós merevségre) A kabrió teteje más módszert használ. Ezt a meglévő testelemek szerkezeti megváltoztatásával érik el «szedán» és további erősítő elemek felszerelése.
Az ajtóküszöb területének megerősítése
MEGJEGYZÉS: Ha egy sérült járművet egyengető állványra helyeznek úgy, hogy minden alkatrésze a helyén marad, a karosszéria támasztásra van szüksége a terhelés egy részének levételéhez.
A karosszéria javítása során a következő tervezési jellemzőket kell figyelembe venni:
- Nagy anyagvastagság, például az ajtóküszöb környékén.
- Eltérő viselkedés szerkesztés közben.
- Különösen nagy beépítési pontosság szükséges; pl. a kabrió tetejének rögzítési pontjaihoz.
- A süllyesztett tető és a szomszédos karosszéria felszerelését a javítás alatt és után ellenőrizni kell, hogy megbizonyosodjon arról, hogy vízzáró, szélzajálló és megfelelően zárt.
- Terepjárók («terepjárók»)
MEGJEGYZÉS: Ha a karosszéria az alvázhoz van csavarozva, a karosszéria és az alváz közötti összes csavarkötést ellenőrizni kell, hogy nem sérültek-e az egyenesítés során.
MEGJEGYZÉS: Ha a karosszéria és az alváz sérülése súlyosabb, a karosszériát el kell távolítani az alvázból. Ezután mindkét elemet külön szerkesztjük.
- «terepjárók» teherhordó alvázuk van, amelyhez a karosszéria fel van csavarozva.
- Ha a javítási folyamat során bármilyen szerkesztés szükséges, akkor speciális univerzális támasztókészleteket vagy egyengető állványokat használnak.
Védőfelszerelések és munkavédelem
- A javítások elvégzése során különféle biztonsági és jogszabályi előírásokat kell betartani. Tartsa be az összes egészségügyi és biztonsági előírást.
Hegesztési óvintézkedések
A sérülésveszély elkerülése érdekében a következő óvintézkedéseket kell betartani:
- Hegesztő maszk (arcvédő)
- Képernyő
- Védőkesztyű
- Biztonsági csizma
- Hegesztési füstelszívó
A hegesztést mindig jól szellőző helyen kell végezni. A tűzoltó készüléknek mindig elérhető közelségben kell lennie.
Általános biztonsági óvintézkedések karosszériajavítások végzésekor
Szopás
- Tömítőanyag, alvázvédelem stb. nem szabad nyílt lánggal elégetni. Ennek eredményeként mérgező gázok szabadulnak fel. A PVC elégetésekor például sósavat tartalmazó gázok szabadulnak fel. Emiatt köszörülésnél, hegesztésnél vagy forrasztásnál mindig megfelelő szívást kell alkalmazni.
- Mindig gondoskodjon jó szellőzésről, ha oldószert tartalmazó anyagokkal dolgozik, használjon légzésvédőt és szívóberendezést.
- Fém vágásakor, csiszolásakor vagy kiegyenesítésekor mindig viseljen fülvédőt, mint pl a zajszint elérheti vagy meg is haladhatja a 85-90 dB-t (A).
- Ügyeljen arra, hogy ne nézzen közvetlenül semmilyen lézeres mérőrendszerbe, például a padlóméréshez használt rendszerbe.
- Amikor liftre szerelt kocsiból elemeket távolít el, ügyeljen a súlypont helyzetének változására. Amikor először helyezi fel a járművet felvonóra, vegye figyelembe, hogy szükség lehet annak rögzítésére, hogy megakadályozza a felborulását.
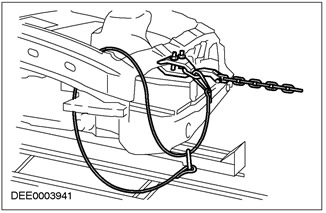
- Az egyengetés során a láncokat és a láncbilincseket biztonsági kötelekkel kell rögzíteni.
Biztosító huzal
Látogatói megjegyzések