Általános információ
A kisebb horpadások a fényezés károsodása nélkül javíthatók. A horpadást belülről speciális kötőeszközök segítségével távolítják el. Ennek feltétele a pontos diagnózis, a helyes javítási mód meghatározása, valamint a technikus kellő gyakorlata a speciális szerszámok használatában és a munkaanyagok ismerete.
- Ez a lehetőség azokra a testfelületekre korlátozódik, amelyek mindkét oldalról hozzáférhetők. Ezt a javítási technikát ritkán alkalmazzák kettős bőrű vagy zárt testrészeken. Ugyanez vonatkozik a megnövelt merevségű karosszériaelemek szélső területeire, éleire és hajtásaira.
- Kielégítő eredmény csak kisebb horpadások esetén lehetséges, amelyek kicsik és kis deformációs sugarúak. Ezért ez a módszer különösen alkalmas parkolás és szállítás közben jégeső okozta károk esetén.
Gazdasági megfontolások
Az, hogy gazdaságos-e a horpadások javítása a fényezés károsodása nélkül, a következőktől függ:
- A horpadás területe és mélysége.
- Hozzáférés a javítási területhez.
- A javítási zóna merevsége.
- Anyagmegfelelőség
- A horpadások száma a karosszéria panel egy adott részében.
- Van már sérülés a fényezésen?
A kár mértéke
A javítási módszer körülbelül 50 mm átmérőjű horpadások esetén alkalmazható.
Kárbecslés a horpadás nagysága szerint
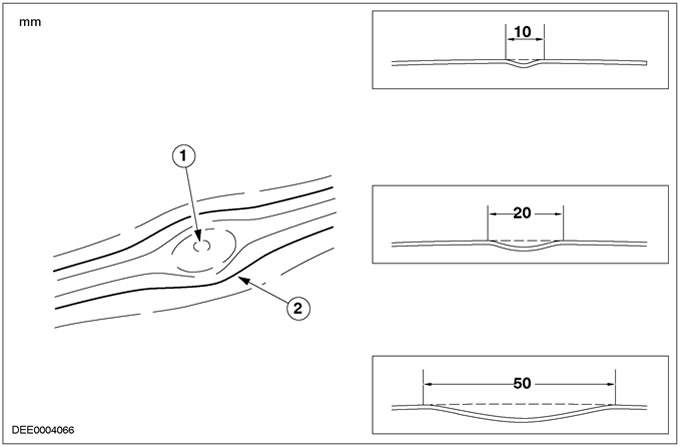
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | a horpadás közepe |
| 2 | - | Horpadás széle |
A javítás előfeltétele
A horpadás közepén lévő anyag nem nyúlhat meg.
Javítási eljárás
- Futtasson diagnosztikát a sérült területen.
- Jegyezze meg a horpadást.
- Készítse elő a javítandó területet.
- Állítsa az állítható lámpát a kívánt helyzetbe.
- Állítsa vissza a horpadás eredeti alakját.
- Cserélje ki a korrózióvédő anyagot.
- Végezzen minőségellenőrzést.
Szerszámok/szerszámok javítása
- Speciális kötőeszközök a horpadás eltávolításához
- állítható lámpa
Javítási eljárás
1. Álljon meg a javítási technikánál.
2. Jelölje meg a horpadást
MEGJEGYZÉS: Ne használjon oldószert tartalmazó markert (fényezés sérülései).
- A horpadás a javítási területen jelölve van, hogy könnyebben felismerhető legyen.
3. Készítse elő a javítási területet
- Győződjön meg arról, hogy a horpadás belseje hozzáférhető. Javítási lyukakat nem szabad készíteni.
- Tisztítsa meg a sérült testfelületet. A jó szemrevételezés elengedhetetlen a pozitív eredményhez.
- Polírozza le a javított felületet, ha matt. A javítási eljárás csak akkor ellenőrizhető pontosan, ha elegendő fényvisszaverődés.
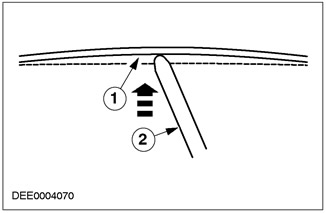
4. Állítsa az állítható lámpát a kívánt helyzetbe.
- A szabályozható lámpát úgy kell elhelyezni és beállítani, hogy a horpadás jól látható legyen a fényezésen lévő tükröződésben (Ovális alakzat).
- A horpadásra nehezedő nyomás hatására az ovális alak egymást metsző vonalakká válik. A vonalak metszéspontja a kötözőszerszám nyomási pontja.
Fényvisszaverődés megnyomáskor
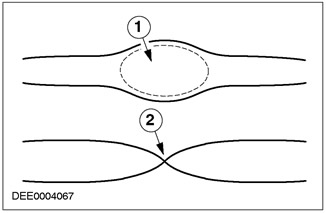
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Nincs nyomás a horpadáson |
| 2 | - | Nyomás a horpadásra |
5. Az öltöző eszköz helye
- Helyezze a kötözőszerszám hegyét a horpadás szélére.
- A szerszám hegyével a horpadásra gyakorolt enyhe nyomással előre-hátra mozgatva a visszavert fény jelzi a kötözőszerszám helyzetét.
6. Működési elv nyomás alkalmazásakor
- A munka egy félkör kialakítására redukálódik, miközben kronologikusan dolgozik.
- A felület helyreállításához csak a horpadás egyik felét kell megdolgozni.
- A horpadás fel nem használt fele a nyomás által keltett feszültség hatására magától helyreáll.
Rendszer
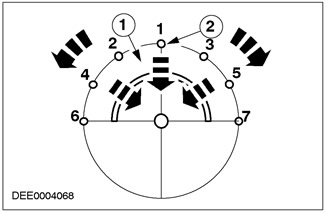
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Nyomássorozat |
| 2 | - | Kezdő pozíció |
MEGJEGYZÉS: Soha ne kezdje a horpadás közepétől. Ha a horpadás közepétől kezdi a munkát, a széle megemelkedik, és magas területként látható marad (anyag nyújtás). Ezt a megemelt élt csak alapos átdolgozás után lehet helyreállítani.
Magas él
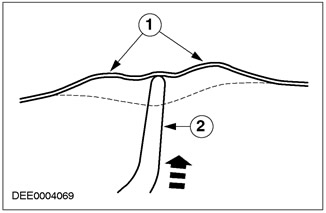
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | magas élek |
| 2 | - | öltöző eszköz |
Kivétel:
- Az éles szélű, minimális anyagnyúlású horpadásokat először középen simítják ki.
- A horpadás kinyomása után enyhén domború területek láthatók. Ezt a horpadás közepén lévő acéltöbblet okozza az anyag megnyúlása miatt.
- Műanyag lyukasztó segítségével egyenesítse ki az enyhén megemelt területet.
Instabil nyomású zóna
Ha a test nagy, viszonylag gyenge területeivel dolgozik, a kötözőszerszám nyomás alatti pályája ennek megfelelően nagyobb. A helyreállítási folyamat hosszabb ideig tart.
Horpadás nagy területtel
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Alakzat helyreállítási pálya |
| 2 | - | öltöző eszköz |
Stabil nyomászóna
MEGJEGYZÉS: A belső megerősítés közelében lévő területeket csak enyhe nyomással kezelje, hogy ne képződjenek magas zónák (anyag nyújtás).
A nyomásstabil testrészek belső merevítéssel sokkal stabilabb felülettel rendelkeznek, mint az alacsony nyomású területek. Itt csak rövid nyomómozgások szükségesek, mert a karosszériaacél kevésbé rugós.
Legyen óvatos a préselési eljárás során, ha kis érintkezési felületű szerszámot használ.
Optikai ellenőrzés:
- A megmaradt egyenetlenségek teljes eltávolítása csak a felület folyamatos szemrevételezésével, állítható lámpával lehetséges. Ezenkívül az öltözködési eljárás vége felé a horpadást többször is ellenőrizni kell különböző irányokból. Ehhez változtassa meg a pozíciót körülbelül 90°-kal.
Horpadás extrudálása a csatlakozás közelében
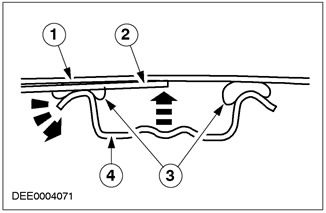
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | tetőfelület |
| 2 | - | öltöző eszköz |
| 3 | - | tömítő henger |
| 4 | - | Tetőcsatlakozás |
Támogatás (fordulópont) öltöző eszköz S-hook segítségével
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | S-horog segítségével forgatva |
| 2 | - | öltöző eszköz |
- Ahhoz, hogy a tetőterületen erőt lehessen kifejteni, S-kampó alakú támasztékot kell használni.
- A burkolatot csak a helyén szabadítsa fel, a horpadások számától és elhelyezkedésüktől függően.
- A belső elemek közelében lévő horpadások az elem eltávolításával érhetők el (belső lámpa).
- A javítás megkezdése előtt ellenőrizze a hozzáférhetőséget, ha a horpadás a napfénytető közelében van.
- A belső csatlakozások közelében végzett javításokat a szerszámkészletben található speciális szerszámokkal végezzük.
- Távolítsa el a tömítőanyag gyöngyöt a láncszemről egy fém spatulával, hogy a kötözőeszközt a kívánt pozícióba lehessen helyezni.
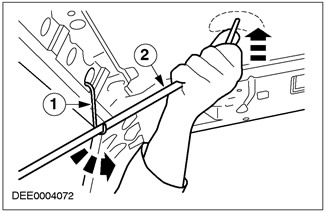
Speciális kar a belső kötések közelében lévő horpadásokhoz
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | kapcsolattartási pont |
| 2 | - | Utazási irány |
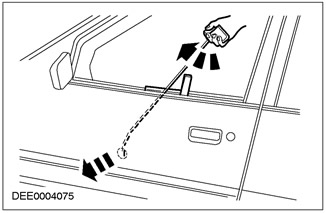
Ajtózóna
- Az ajtó felső felében lévő horpadások általában a kárpit eltávolítása nélkül javíthatók.
- Ha az ablak nyitva van, a hozzáférést az ablaküregen keresztül biztosítjuk. Az ablak sérülésének elkerülése érdekében védőtömböt kell behelyezni az üregébe.
- Műanyag ék biztosítja a hozzáférést.
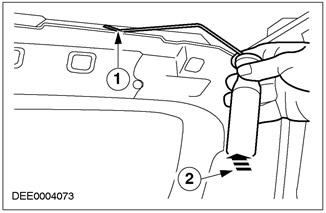
Felszerelés
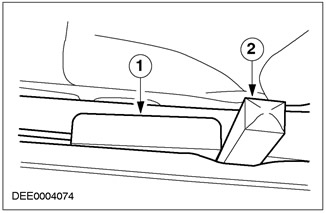
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Védőblokk |
| 2 | - | műanyag ék |
A nyomást ebben az esetben további alátámasztás nélkül, egyszerűen a hajlított kötözőszerszám elforgatásával fejtik ki.
Egy horpadás kinyomása az ablakcsatornán keresztül
Kapucni
- A motorháztető a teleszkópos ütközők segítségével a helyére áll, és a gombbal a kívánt pozícióban tartja «gumi zsinórok».
- A ragasztási területen a tömítőanyag gyöngyöt részben fel kell nyitni egy fém spatulával, hogy hozzáférjen a horpadáshoz.
A korrózióvédelem helyreállítása
Az összes javított belső területet véglegesíteni kell, ahol a bejárás elérhető, a fényezést helyre kell állítani.
- Tisztítsa meg a belső területet szilikon eltávolítóval.
- Alapozzuk és festsük le a belső javítási területet.
- Végül olyan helyekre, ahol a javítás nem lehetséges (Nincs hozzáférés), fecskendezze be az üregvédő anyagot.
Minőség ellenőrzés
A gyári szabványoknak megfelelő minőségi javítás érdekében a következő pontokat kell betartani:
- Ellenőrizze a javítási területet, hogy nincsenek-e szabálytalanságok. Tedd ezt optikailag, különböző szögekből nézve a felületet.
- Fessük le a javított felületet, tisztítsuk meg, szükség esetén polírozzuk le.
- Ellenőrizze, hogy a csatlakoztatott alkatrészek és a belső kárpit megfelelően vannak-e felszerelve, és nem sérültek-e.
Látogatói megjegyzések