2. Sprawdź wzrokowo blok pod kątem pęknięć, rdzy, korozji. Sprawdź, czy nici w gwintowanych otworach nie są zatkane.
3. Sprawdzić wewnętrzne powierzchnie butli pod kątem wytarć i zarysowań.
4. Zmierz średnicę każdego cylindra u góry (tuż pod krawężnikiem), w części środkowej i poniżej, równolegle do osi wału korbowego (widzieć zdjęcie).
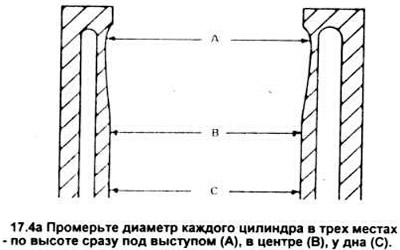


Następnie zmierz średnicę każdego cylindra na tych samych trzech poziomach prostopadłych do osi wału korbowego. Porównaj swoje wyniki z danymi specyfikacji. Jeżeli ścianki cylindra są mocno zużyte, porysowane, mają zbyt duże odchyłki od okrągłości lub zbieżność powyżej dopuszczalnej, należy wykonać dodatkowe wytaczanie i honowanie otworów bloków. Po przetworzeniu wymagane będą tłoki i pierścienie o dużych rozmiarach.
5. Jeżeli stan cylindrów nie jest zły, wymiary nie wychodzą z tolerancji i wymagany luz między tłokiem a cylindrem jest zachowany, konieczne jest jedynie honowanie.
Komentarze gości