Caracteristicile dispozitivului
Pistonul este din aliaj de aluminiu turnat sub presiune. Partea inferioară a pistonului este plată, cu adâncituri pentru plăcile supapelor (cu excepția GLA). La fel ca cilindrii, pistoanele de dimensiune nominală sunt împărțite în patru grupe cu un interval de 0,01 mm Aceste grupuri se disting prin marcajele aplicate pe coroana pistonului. La repararea motorului, este necesar să se măsoare cilindrii și pistoanele și dacă distanța depășește 0,15 mm. potriviți pistoanele cu cilindrii, oferind jocul necesar la împerechere. În funcție de diametrul găurii din bofurile pentru bolțul pistonului, pistoanele sunt împărțite în patru grupuri prin 0,003 mm. Știfturile pistonului sunt din oțel, lustruite, presate în capul superior al bielelor și se rotesc liber în bofurile pistonului. Lungime bolț piston pentru motoarele GMA, GPA și GLA: 63,00-63,80 mm; pentru alte motoare; 66,20-67,00 mm Diametrul și marcarea bolțurilor pistonului sunt aceleași. precum şi orificiile din bofeţele pistonului.
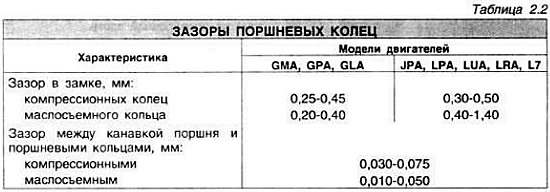
Pe fiecare piston sunt instalate trei inele - două de compresie și un racletor de ulei. Când instalați inelul de răzuire a uleiului, împrăștiați încuietorile elementelor sale la 120°. golul din blocarea inelului inferior de raclere a uleiului trebuie să fie la un unghi de 90°. iar compresia superioară - la un unghi de 150°față de blocarea inelului racletei de ulei.
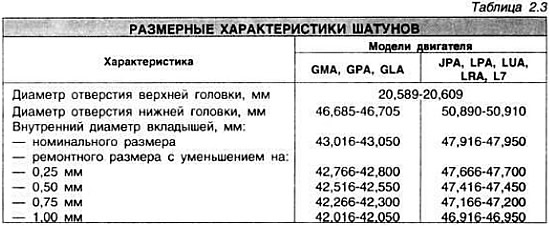
Biele - oțel, forjate, secțiune I. O bucșă este presată în capul superior al bielei, iar căptușelile cu pereți subțiri sunt instalate în capul inferior în timpul asamblarii.
Demontarea și montarea bielei și grupului de piston
Ştiftul pistonului este îndepărtat folosind o presă şi un dorn. Înainte de asamblare, verificați îndoirea și răsucirea bielei de pe placa de testare.
NOTĂ: La asamblare, asigurați-vă că săgeata de pe piston este orientată în aceeași direcție cu orificiul de ulei și marcați «F» pe biela (orez. 2.34).

Instalați pistonul pe unealtă (orez. 2.35), săgeata departe de dispozitiv.

Lubrifiați ambele orificii ale știftului pistonului cu ulei de motor și introduceți ghidajul bolțului în orificiul sculei. Introduceți știftul pistonului în boful pistonului până la capătul său interior. Instalați un șablon cu o etichetă în dispozitiv «Essex». Se încălzește capul superior al bielei la o temperatură de 260-400°C. Controlați temperatura cu un creion termocromic. Introduceți rapid biela în piston și apăsați-o pe umărul dornului de ghidare. Apăsați știftul pistonului cât de mult poate ajunge. Lăsați unitatea asamblată să se răcească înainte de a o scoate din corp. Este imposibil să se schimbe poziția bolțului pistonului după ce biela s-a răcit din cauza unei interferențe semnificative.
Comentariile vizitatorilor