Introducere
Caroseria joacă un rol semnificativ în tendința de creștere către schimbări din ce în ce mai rapide de model. Diferitele grupuri de clienți sunt puternic influențate de designul și forma corpului. În același timp, stabilitatea caroseriei joacă cel mai important rol în asigurarea siguranței șoferului și pasagerilor. Construcția ușoară, materialele alternative, materialele compozite, materialele plastice și procesele de îmbinare aferente sunt toate caracteristicile de design care caracterizează caroserii moderne ale vehiculelor Ford.
Cu tehnologii moderne de caroserie de fabrică cu cuști de siguranță (corpuri portante) poate fi produs aproape fără probleme. Informații despre caracteristicile de rezistență, acumulate pe baza mai multor simulări computerizate, «teste de impact» (ciocniri cu obstacole), testarea materialelor și analiza îmbunătățirii tehnologiei, asigură calitatea înaltă a produselor Ford. Când efectuați reparații, asigurați-vă că respectați toate standardele de calitate din fabrică. Acest lucru necesită o stație de service bine echipată și subliniază calificările tehnicienilor din stațiile de service. Pentru a asigura repararea caroseriei de înaltă calitate, cunoașterea tehnologiilor din fabrică utilizate și pregătirea constantă în noile metode și tehnologii de reparații sunt esențiale. Manualele de reparații specifice modelului și procedurile generale de reparație oferă asistență neprețuită atunci când se efectuează reparații ale caroseriei.
Structura caroseriei devine din ce în ce mai complexă, schimbând subiectele abordate în Manualul de reparații caroserie. În viitor, doar cele mai importante proceduri și tehnici de reparație vor fi descrise în secțiunea generală. Se presupune o cunoaștere extinsă a principalelor metode și tehnologii de efectuare a reparațiilor. De exemplu, acțiunile de reparație care se repetă vor fi aplicabile tuturor modelelor de vehicule și vor fi descrise într-o secțiune generală. Secțiunile specifice modelului din manualele de reparare a caroseriei vor arăta doar cei mai importanți pași de reparare sau vor atrage atenția asupra caracteristicilor specifice. Cursurile speciale de pregătire pentru modele noi vor oferi informații practice suplimentare, precum și sfaturi și descrierea tehnicilor de reparare a caroseriei.
Corp portant (combinat cu rama)
Designul cu o caroserie monococă s-a impus ferm pe piața auto.
Principalele sale avantaje sunt:
- Siguranță maximă pentru șofer și pasageri.
- Reducere semnificativă în greutate.
- Tehnologie de fabricație economică.
Caroseria portantă este completată de unități de asamblare separate, cum ar fi uși, capotă, bare de protecție etc. Odată asamblat, acest design este deosebit de avantajos din punct de vedere al stabilității și rigidității, cu:
- Stabilitatea zonei de cazare pentru pasageri.
- Caracterul deformării precis definit în față și în spate.
- Stabilitate laterală suplimentară.
- Rigiditate mare la torsiune.
- Rezistență ridicată la încovoiere.
Atunci când efectuați reparații, trebuie respectate următoarele instrucțiuni:
- Lucrările de îndreptare trebuie efectuate numai când corpul este complet asamblat.
- Nu tăiați ferestrele lipite când editați.
- Evitați tensiunea din corp.
- Dacă este posibil, păstrați corpul asamblat în timpul procesului de reparație.
Structură cu corp portant
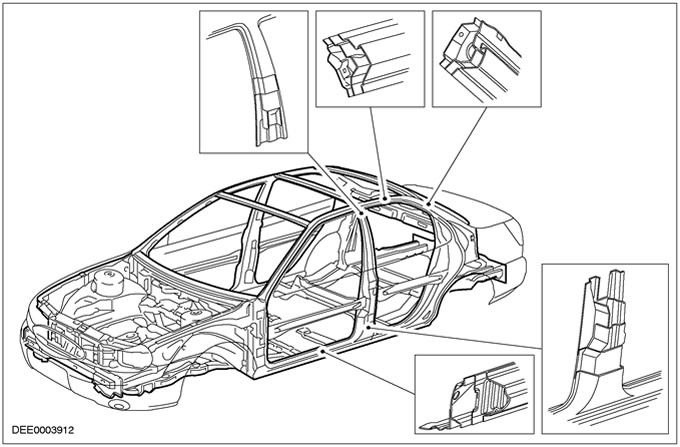
Caracteristici de design cu un corp monococ
Pentru fiecare structură a caroseriei, siguranța șoferului și a pasagerilor este primordială. Corpul are două caracteristici cheie de siguranță:
- cușcă de siguranță
- Colaps zonele
Cușcă de siguranță
Cușca de siguranță este caracterizată de următoarele caracteristici de design:
- Stâlpi stabili, praguri și profile uși.
- Protecție împotriva șocurilor încorporată în uși.
- Ușile sunt proiectate să se deschidă chiar și în caz de deformare excesivă.
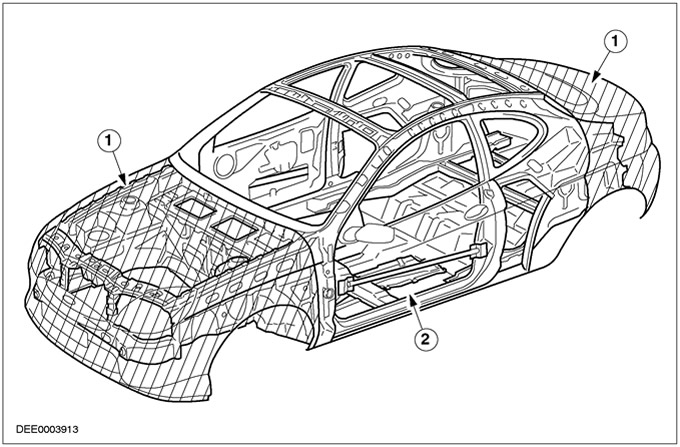
Colaps zonele
Rulocul este protejat de zone de ondulare din față și din spate cu caracteristici de deformare bine definite. Zonele de colaps au următoarele scopuri:
- Absorbția dinamică a forțelor de deformare.
- Protejarea zonei pasagerilor.
Urmați întotdeauna instrucțiunile de reparație din literatura de specialitate, mai ales când reparați o zonă șifonată. Nerespectarea acestor instrucțiuni în unele situații poate avea un impact grav asupra siguranței vehiculului. De exemplu, nicio tăietură nu trebuie făcută în imediata apropiere a ancorajelor pilonului podului și nici rigidizările nu trebuie sudate aleatoriu. După finalizarea lucrărilor, toate normele de siguranță prescrise trebuie respectate cu strictețe.
Zone de colaps - Roll cușcă (zona de cazare pentru pasageri)
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | zona de mototolit |
| 2 | - | cușcă de siguranță (zona de cazare pentru pasageri) |
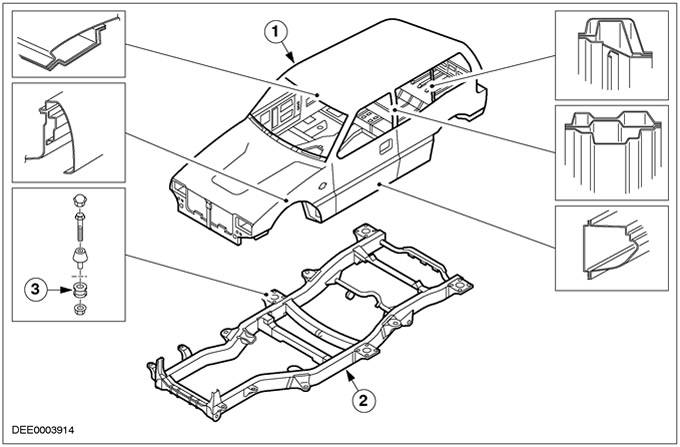
Vehicule de teren («SUV-uri»)
Structura corpului «SUV-uri» diferă de designul cu un corp portant prin prezența unei structuri de caroserie cu 2 secțiuni. Cadrul extrem de stabil al șasiului formează baza de care sunt atașate toate componentele vehiculului precum osii, motor etc. Caroseria în sine este fixată cu șuruburi pe cadrul șasiului. Acest design are următoarele avantaje:
- Sarcină utilă mare și capacitate mare a remorcii.
- Caracteristici excelente de rezistență pentru utilizare off-road.
- Garda la sol foarte mare.
Dacă «SUV» trebuie reparat, trebuie luate în considerare următoarele note:
- Este bine cunoscut faptul că ambele bare ale cadrului trebuie să fie paralele între ele.
- Dacă este necesar, înainte de a edita cadrul șasiului, scoateți caroseria cu șuruburi la cadru de pe acesta.
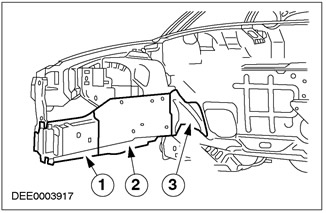
Design de mașină off-road
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Corp |
| 2 | - | Cadru |
| 3 | - | Conexiune cu șuruburi |
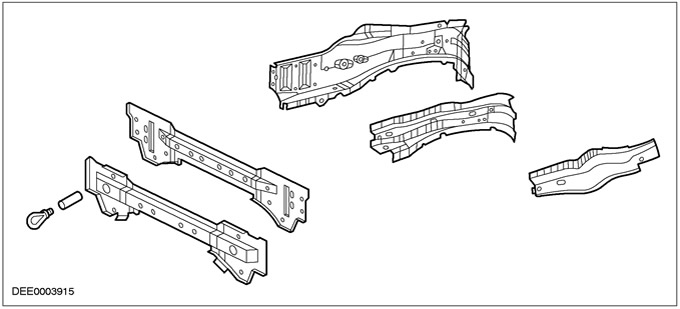
Oțel slab aliat de înaltă rezistență
Informații generale
- Oțelul de înaltă rezistență, slab aliat, este utilizat în caroserii vehiculelor Ford în principal pentru grinzi, plăci de legătură, suporturi și lonjeroane.
- Capitolele specifice modelului explică unde este utilizat oțelul slab aliat de înaltă rezistență.
Caracteristici specifice ale oțelului slab aliat de înaltă rezistență:
- Tendință mai puternică de a păstra forma deformată.
- Editarea necesită mai mult efort.
- Ca urmare a tendinței de a păstra forma deformată, orice elemente deformate atunci când se lucrează la presa de îndreptat trebuie să fie bine întinse dincolo de starea inițială.
- Toate uneltele utilizate pentru îndepărtarea metalului de suprafață (de exemplu la frezarea sudurilor prin puncte), au o reducere a speranței de viață datorită gradului mai mare de duritate.
- Nu aplicați căldură atunci când vă îmbrăcați, deoarece acest lucru va provoca pierderea rezistenței mecanice poate apărea deja la o temperatură de aproximativ 400°C.
- În timpul procesului de fabricație, oțelul întărit atinge duritatea finală atunci când este introdus într-un cuptor de vopsire.
|
Tip de oțel |
Proprietăți speciale |
Tablă subțire slab aliată - tablă galvanizată - zinc - zinc-nichel |
Tablă zincată la flacără - zincată - zincată cu aluminiu |
|
Oțel slab aliat de înaltă rezistență |
Ductilitate foarte bună pe panouri ștanțate cu forme complexe sau în zone cu stabilitate scăzută (de exemplu, panoul interior al ușii sau pasajul roții) |
180 |
180 |
|
Oțel călit (întărire în cuptor) |
Plasticitate bună; duritate suplimentară a suprafeței obținută în combinație cu tratamentul termic (colorarea) (de exemplu, elemente plate, cum ar fi panoul exterior al unei uși sau al capotei). |
180, 220, 260, 300 |
180, 220, 260 |
|
Oțel aliat cu conținut de fosfor |
Reziliență bună pe elementele ștanțate în zone cu stabilitate medie (de exemplu, pasajul roții) |
220, 260, 300 |
220, 260, 300 |
|
oțel slab aliat |
Gradul ridicat de rigiditate pentru elementele caroseriei portante |
260, 300, 340, 380, 420, 460 |
340, 380, 420 |
|
Oțel izotrop |
Reziliență bună în zonele de stabilitate medie ca urmare a caracteristicilor de întindere ridicată și a proprietăților izotrope de deformare (de exemplu, elemente plate, cum ar fi panoul exterior al ușii, capota) |
220, 260 |
260, 300, 340 |
Tabel: Rezistența minimă la tracțiune pentru oțelul slab aliat de înaltă rezistență în N/mm2
Oțel slab aliat de înaltă rezistență (exemplu: Mondeo)
Protectie anticoroziva
Daune prin coliziune și diagnosticare. Note generale:
- Diagnosticarea precisă a mărimii daunelor asigură planificarea corectă a reparației.
- Nu sudați plăci de armare suplimentare.
- Toate reparațiile caroseriei trebuie efectuate în conformitate cu recomandările din Manualul de reparații ale caroseriei.
- La efectuarea reparațiilor caroseriei, trebuie luate în considerare caracteristicile de stabilitate și rezistență ale corpului. Cadrele corpurilor portante au un model de deformare precis definit, care nu ar trebui să fie afectat de niciun tip de reparație.
- De exemplu, zonele mototolite absorb o mare parte din energia într-o coliziune. Dacă în aceste zone sunt utilizate metode sau tehnici de reparații neprofesionale, aceasta poate reprezenta un pericol pentru siguranța vehiculului.
Daune Ascunse
- Pe lângă căutarea semnelor exterioare, cum ar fi vopseaua decojită, asigurați-vă că verificați dacă există daune corporale ascunse sau deformații care nu sunt vizibile din exterior. Pentru a obține o evaluare precisă a deteriorării părților ascunse ale corpului, este adesea necesar să îndepărtați părțile mari atașate, cum ar fi barele de protecție și aripile interioare.
Locuri specificate de deformare
- La evaluarea deteriorării caroseriei, locurile predeterminate de deformare ale caroseriei trebuie întotdeauna verificate. Locurile de deformare date sunt intenţionate «secțiuni slăbite», creată prin modificarea locală a formei secțiunii, care va fi prima expusă forțelor externe.
Locuri de deformare predeterminate - prin intermediul unei modificări speciale a formei panourilor caroseriei
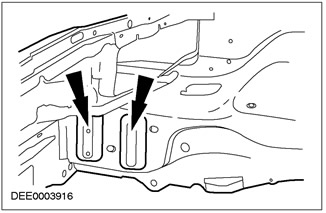
Puncte de deformare definite - prin utilizarea diferitelor grosimi de material
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Grosimea materialului 2,0 mm |
| 2 | - | Grosimea materialului 3,0 mm |
| 3 | - | Grosimea materialului 1,75 mm |
Suduri nodale
- Sudurile nodale sunt locații cheie în cadrul caroseriei mașinii. Semnele de deteriorare, cum ar fi vopseaua decojită în zona sudurilor nodale, sunt adesea un semn evident de deteriorare semnificativă. Din acest motiv, atunci când se evaluează deteriorarea, toate părțile caroseriei conectate printr-o sudură nodă trebuie verificate cu mare atenție pentru orice semne de deteriorare.
Acțiunea forțelor în zona sudurilor nodale)
Dimensiunea golului
- Dimensiunea golurilor oferă o altă opțiune de diagnostic prin inspecție vizuală. Dacă există modificări sau nealiniere a marginilor, aceasta indică de obicei că dimensiunile piesei de schimb problematice sunt incorecte.
Schimbări de autorizare
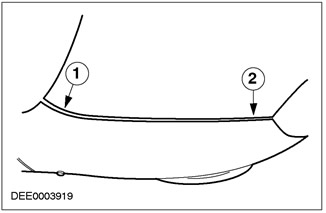
- Poz.##Piesă de schimb##Descriere
- 1##-##Gap prea mare
- 2##-##Gap prea îngust
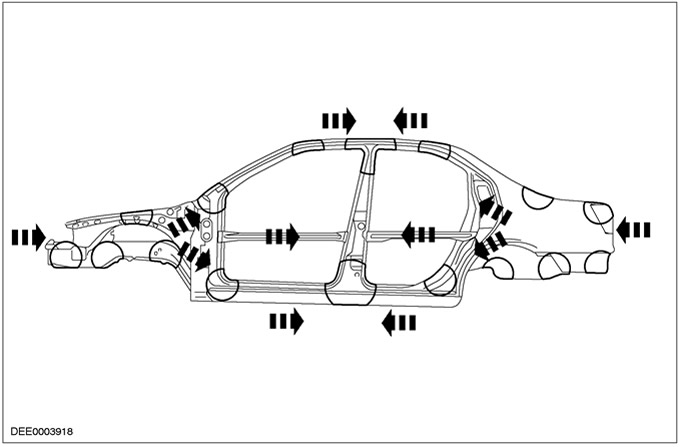
Impactul unei coliziuni asupra corpului
NOTĂ: Componentele vehiculului, cum ar fi arborii de osie și accesoriile remorcii (remorcă), forțele de transfer. Dacă mașina a fost lovită din spate, atunci toate elementele caroseriei și elementele mecanice conectate trebuie verificate complet (de exemplu, suporturi pentru cutia de viteze). Verificați componentele electronice pentru a vă asigura că funcționează corect.
În plus, este posibil să setați întreaga sumă de daune, începând cu direcția și magnitudinea forțelor de impact. Acest lucru necesită totuși cunoștințe extinse cu privire la structura corpului.
- Dacă, de exemplu, impactul a căzut pe longonul din față stânga, partea din dreapta din cauza rigidității structurii caroseriei (prezența unei bare transversale) de obicei, de asemenea, afectate. Adesea, lungimea acestui spate nu se va schimba, dar din cauza rigidității structurii caroseriei, acesta se poate muta din poziția inițială (adesea doar foarte puțin). Dacă există abateri, acestea pot fi detectate de obicei prin verificarea dimensiunii golurilor dintre ușă și aripă sau verificând modificările dimensiunilor.
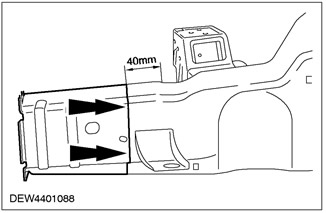
- În cazul impacturilor mai severe, partea frontală a caroseriei nu poate absorbi toată energia de impact, iar zona ocupantului este, de asemenea, deformată. Aici, energia de impact este transmisă prin spate către suport «A» (vezi diagrama). Ca urmare, acest lucru duce la deformări în zona acoperișului și a pragului ușii.
- Corpul reacționează la impacturile laterale într-un mod complet diferit atunci când există o zonă mototolită. Deoarece zona ocupantului este extrem de stabilă, există deformații locale relativ minore la locul impactului. Cu toate acestea, forțele de impact sunt transferate pe podeaua mașinii, ceea ce duce adesea la deteriorarea așa-numitului «tip banana», când mașina, atunci când este deformată, ia forma unei banane pe lungimea axei sale longitudinale.
Energia de impact este transmisă prin spate către cremalieră «A»
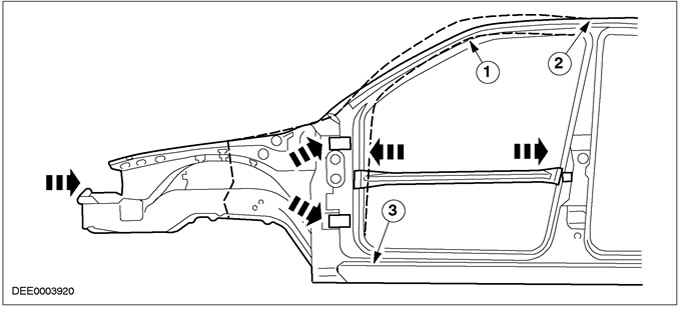
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Zona de urzeală - grinda acoperișului |
| 2 | - | Zona de urzeală - acoperiș |
| 3 | - | Zona de urzeală - prag |
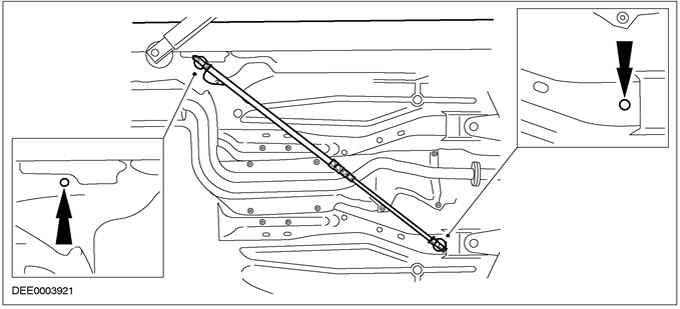
Măsurarea de jos
Măsurătorile folosind o busolă
- Busola este un dispozitiv foarte util pentru a verifica partea inferioară a unei mașini (sub fund). Poate fi folosit pentru a determina abaterile dimensionale în lungime și lățime (dar nu mare) prin măsurători comparative și măsurători diagonale. În acest scop, punctele de referință ale caroseriei sunt întotdeauna selectate din lista dimensiunilor cadrului caroseriei.
Măsurători de simetrie folosind o busolă
Măsurătorile corpului
Opțiuni de măsurare
- Măsurătorile comparative pot fi făcute și pe exteriorul corpului. În funcție de deteriorare, măsurătorile comparative și în diagonală pot fi făcute folosind o busolă, o tijă telescopică, o bandă de măsurare sau o riglă.
NOTĂ: Când verificați redimensionarea pe ambele părți, selectați aceleași puncte de ancorare (de exemplu, găuri, margini, gulere etc.).
- Toate dimensiunile exterioare importante ale caroseriei sunt enumerate în descrierea reparațiilor caroseriei pentru anumite modele.
Măsurătorile folosind un suport de măsurare/îndreptare.
- Este necesar un suport de măsurare/îndreptare pentru a efectua măsurători precise ale podelei corpului. Sistemele de măsurare sunt clasificate în funcție de modul în care funcționează:
- Sistem mecanic de măsurare
- Sistem optic de măsurare
Rezultate de măsurare rapide și precise pot fi obținute folosind sisteme de măsurare computerizate.
Pentru a determina dimensiunile de lungime, lățime și înălțime, sunt necesare cel puțin trei puncte de măsurare nedeteriorate situate pe podea.
În unele cazuri, aceasta poate însemna crearea unor puncte de măsurare accesibile. Toate aceste sisteme de măsurare pot fi utilizate pentru a efectua măsurători corporale, cu condiția să fie disponibil echipamentul corespunzător.
Dispozitiv de măsurare pentru măsurătorile corporale
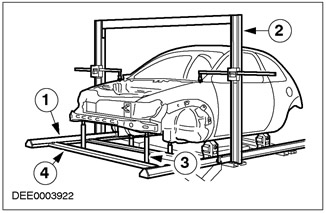
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Cadru principal |
| 2 | - | riglă de măsurare |
| 3 | - | Tijă de măsurare telescopică cu sondă de măsurare |
| 4 | - | Punte de măsurare |
Stand de aliniere
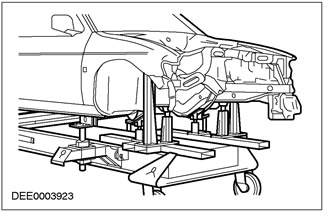
Planificarea reparațiilor
Înainte de a începe reparațiile, trebuie luate următoarele decizii:
- Mașina trebuie nivelată sau poate fi îndreptată în alt mod?
- Pardoseala are nevoie de măsurători?
- Trebuie demontate unități precum motorul sau osiile?
NOTĂ: Este de preferat să reparați părțile corpului decât să le înlocuiți ca acest lucru va evita deteriorarea întregului înveliș al corpului. Ce părți ale corpului trebuie înlocuite?
- Ce părți ale corpului pot fi reparate?
Obținerea pieselor de schimb
Disponibilitatea pieselor de schimb determină adesea cât de ușor poate fi finalizată o reparație a caroseriei. Se recomandă următoarea procedură:
- Obțineți toate detaliile vehiculului, inclusiv tipul, numărul de identificare a vehiculului, codul de echipare, literele de identificare a motorului, datele originale de înmatriculare și multe altele.
- Identificați toate piesele metalice care trebuie înlocuite.
- Identificați toate elementele conectate care trebuie înlocuite, inclusiv obiectele mici precum nituri, cleme etc.
- După ce ați primit toate piesele de schimb, testați-le pe vehicul pentru a vă asigura că sunt corecte și complete.
Reparați cu editare
Reparațiile de îndreptare sunt adesea necesare pentru a restabili forma originală a corpului după o coliziune. Acest lucru se poate face folosind:
- Standuri de aliniere
- Suport universal pentru îndreptare și măsurare
- suport de sudura
Pentru a vă asigura că reparațiile sunt efectuate profesional și că toate dimensiunile sunt corecte după efectuarea reparațiilor, trebuie luate în considerare următoarele puncte.
Structura:
- Secvența de reparație depinde de planul individual de reparații (contabilizarea oricărei lucrări de demontare necesare).
- Curățați zonele de conectare.
- Fixați vehiculul pe un suport corespunzător, astfel încât să nu se producă daune.
- Susține unitățile pentru a elibera stresul din organism.
- Opriți cel puțin trei puncte de măsurare/referință care sunt intacte și cât mai îndepărtate (pentru reglarea de bază).
- Verificați dimensiunile punctelor de măsurare/referință.
Editați | ×:
NOTĂ: Verificați în mod constant dimensiunile și degajările în timpul procesului de îmbrăcare.
- Body dressing-ul se face întotdeauna în direcția opusă impactului. Efectuați întotdeauna ajustări cu corpul complet asamblat (nu tăiați în prealabil niciun element). Efectuați editarea în mai multe etape. Acest lucru previne riscul de supraîntindere sau rupere a îmbinărilor sudate. De fiecare dată când remodelați în timp ce desenați, atingeți cu un ciocan de aluminiu pentru a elibera stresul (în zonele specificate de locuri de deformare, întinderi, îmbinări sudate etc.)
Caracteristici specifice:
- Oțelul slab aliat de înaltă rezistență are o tendință mai mare de a-și păstra forma deformată.
- Dacă este necesar, deschideți ușile sau capota când faceți ajustări.
- Nu aplicați niciodată căldură atunci când vă îmbrăcați.
- Urmați instrucțiunile date în secțiune «Siguranța echipamentului de protecție/reparațiilor».
Tăierea părților corpului
În funcție de elementele care sunt conectate, diferite unelte sunt potrivite pentru tăierea/separarea părților corpului.
NOTĂ: Toate celelalte elemente, cum ar fi amenajările interioare, geamurile, etc., trebuie protejate de scânteile proiectilelor.
NOTĂ: Asigurați-vă că setați corect adâncimea de frezare pentru a preveni slăbirea flanșei rămase.
Frezarea sudurilor la puncte
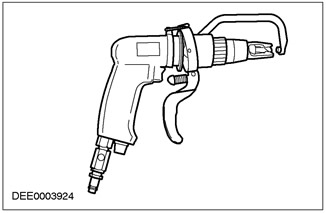
Disc de șlefuit frontal
NOTĂ: Folosiți îmbrăcăminte de protecție. Protejați orice parte vulnerabilă a corpului sau zonele de sticlă de scânteile proiectilelor. Îndepărtați materialele explozive din zonele apropiate.
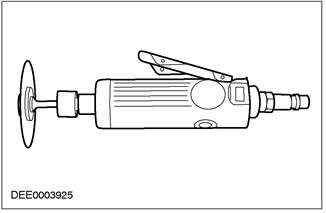
- Orice suduri în puncte care nu sunt disponibile pentru frezare (diametru > 8 mm) trebuie frezat folosind o față (pivot) cerc abraziv. Același lucru este valabil și pentru sudurile MIG simple și punctuale.
Sfârşit (pivot) roata abraziva
Separare de tăiere
NOTĂ: Mai jos («subiect») elemente metalice, cablaje, furtunuri etc. nu trebuie deteriorate - dacă este necesar, îndepărtați-le în prealabil.
- Ferăstraiele pentru caroserie sunt deosebit de versatile și, prin urmare, sunt potrivite pentru separarea părților corpului prin tăiere.
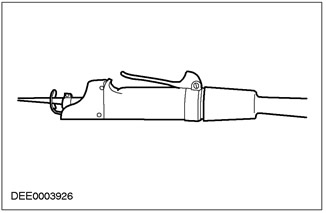
Ferăstrău cu cursă scurtă
- Părțile corpului sunt de obicei separate folosind un ferăstrău cu cursă scurtă. Se dovedește a fi foarte flexibil chiar și în zonele în care accesul este foarte limitat.
Ferăstrău cu cursă scurtă
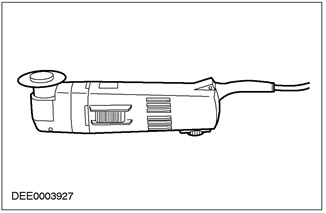
Ferăstrău alternativ
- Pe lângă ferăstrăul cu cursă scurtă, poate fi folosit și un ferăstrău alternativ. Folosind-o, puteți face tăieturi înguste și drepte la adâncimea exactă.
- Durata de viață a lamei poate fi mărită semnificativ prin răcirea lamei cu ulei. Toate așchiile generate în timpul tăierii trebuie întotdeauna îndepărtate din cavități (folosind aspirația), pentru a preveni riscul de coroziune.
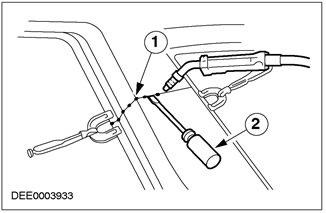
- Dacă există îmbinări de lipit pe elementul de tăiat, utilizați o pistoletă de sudură pentru a încălzi uniform elementul până când lipirea este topită. Apoi separați «vechi» element.
Ferăstrău alternativ
Efectuarea reparațiilor
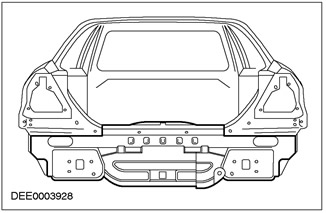
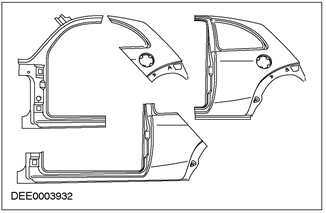
Înlocuire completă
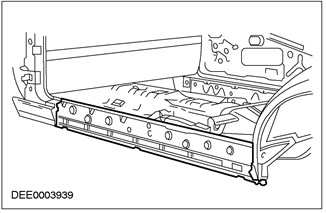
- Cu o înlocuire completă, întregul deteriorat «vechi» elementul este separat în locurile conexiunilor sale originale și apoi se instalează un element nou în întregime. Următoarea figură arată înlocuirea panoului din spate cu unul nou (Mondeo).
Înlocuirea panoului din spate cu unul nou (Mondeo)
Înlocuire secțională
- În multe cazuri, are sens tehnic și economic să se efectueze o înlocuire secțională. Cele două considerente principale sunt, în primul rând, menținerea întregii caroserie originale și, în al doilea rând, menținerea costurilor de reparație la minimum.
- Există trei moduri diferite de înlocuire a secțiunilor:
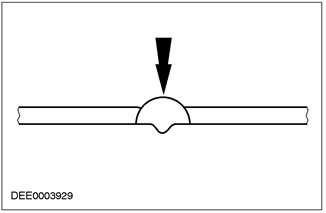
Articulațiile cap la cap
- Elementul nou și elementul vechi sunt unite printr-o sudură MIG continuă.
- Îmbinările cap la cap sunt utilizate în mod obișnuit la înlocuirea în secțiune a elementelor setului de putere și a rafturilor sau la separarea unui element cu o scurtătură.
Articulație la cap
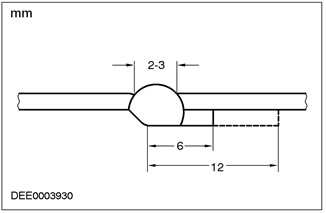
Îndoirea marginilor
NOTĂ: Deși marginea pliată este de 12 mm, ar trebui să se acorde doar 10 mm pentru noul element. Acest lucru creează automat un spațiu de sudură predeterminat între margine «vechi» panoul și marginea noului panou. Înainte de a instala un nou element, marginea creată este redusă la 6 mm din motive de protecție împotriva coroziunii.
- Îndoirea marginilor se face în principal pe «vechi» element care este încă conectat. «Vechi» elementul și noul element sunt conectate cu o cusătură întreruptă.
Îndoirea marginilor
Bandă de suport din metal
- Bandă de suport din metal (cca 30 mm latime) din cei abandonati «vechi» elementul sau un element nou este sudat în puncte pe partea din spate a îmbinării.
NOTĂ: Marginile îndoite sau benzile de suport metalice sunt de obicei folosite pentru tăieturi mai lungi.
NOTĂ: Pentru înlocuirea secțiunilor, tăieturile pentru separare trebuie să fie întotdeauna cât mai scurte posibil. În capitolele specifice modelului sunt afișate doar liniile de tăiere.
- Nu efectuați tăieturi în apropierea armăturii sau în zone de deformare predeterminată.
NOTĂ: Nu începeți să tăiați «vechi» element până când este livrat un nou element (secțiunile de reparații pot varia în dimensiune).
- Secțiunile speciale de reparații sunt disponibile pentru reparațiile secționale și sunt enumerate separat în Microfișa pentru piese de schimb.
Bandă de suport din metal
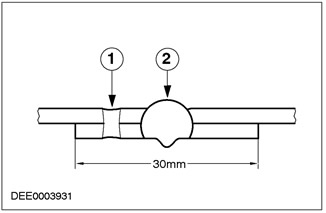
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Sudura prin puncte de contact |
| 2 | - | Sudură MIG intermitentă |
Secțiuni reparații panouri - Ford Ka
Înlocuire secțională - spar, Ford Puma
A pregati «vechi» elemente care rămân pe vehicul / elemente noi.
- Restabiliți forma inițială a suprafeței adiacente a oricăror părți a caroseriei înțepate care ar trebui să rămână pe vehicul folosind un ciocan și un instrument de împerechere (asigură conformitatea formei «vechi» element și element nou). Îndepărtați, folosind o polizor unghiular, puncte sau alte suduri.
- Tăiați noile elemente în funcție de formă.
- Dacă este necesar, perforați sau găuriți pentru sudarea în puncte.
NOTĂ: Nu folosiți pistolul de sudură pentru a îndepărta reziduurile de vopsea (căldura poate cauza deformarea metalului).
- Pe ambele părți, curățați toate flanșele de conectare până la metalul gol. Nu folosiți o polizor unghiular în acest scop (acest lucru poate slăbi metalul și poate deteriora stratul de zinc). Unelte adecvate: perie rotativă de sârmă, șlefuitor cu bandă sau disc de plastic.
- Excluzând îmbinările de lipit, aplicați generoasă amorsa de sudură pe toate flanșele de sudură.
- Grundul trebuie amestecat bine înainte de utilizare.
NOTĂ: Când utilizați aerosoli, aveți grijă să nu contaminați zonele adiacente atunci când pulverizați aerosolul.
NOTĂ: Pentru mai multe informații, consultați Secțiunea 501-25B «Reparații caroserie - Protecție împotriva coroziunii».
Instalați un articol nou.
Asigurați-vă că noul element corespunde exact dimensiunilor prescrise. Echipamente aferente:
- Stand de aliniere
- Sistem universal de măsurare
- stand de asamblare
- Riglă sau bandă de măsură
- Busolă
- Dimensiunile cadrului pot fi găsite în manualele de reparații pentru anumite modele.
NOTĂ: Orice piese atașate de caroserie care necesită o aliniere și o instalare de precizie, cum ar fi barele de protecție, garnituri, faruri, stopuri și ansambluri de blocare, ar trebui instalate în această etapă. Dacă acest lucru nu este făcut cu atenție, poate duce la scurgeri de apă, pătrunderea zgomotului vântului și o cantitate semnificativă de lucrări ulterioare.
Asigurați-vă că marginile sunt aliniate cu elementele adiacente și verificați dacă există goluri corecte (comparați partea stângă și dreaptă). Asigurați-vă că forma mașinii este menținută.
Fixarea unui element nou
NOTĂ: Necesitatea lucrărilor ulterioare poate fi mult redusă dacă alinierea și sudarea prin prindere sunt făcute cu atenția cuvenită.
În funcție de disponibilitate, sunt disponibile următoarele metode de fixare:
- cleşte (a stabilit)
- Terminal cu șurub (a stabilit)
- Șuruburi autofiletante
- Prize de oală
Utilizați un perforator central sau o șurubelniță pentru a vă asigura că marginile profilelor se aliniază atunci când înlocuiți în secțiuni. Muchia este apoi sudată prin puncte pentru a se asigura că este în poziția corectă.
Alinierea și sudarea prin puncte
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Prize de oală |
| 2 | - | Folosind o șurubelniță pentru a alinia poziția |
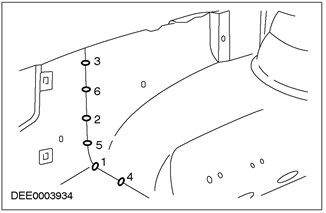
Îmbinările mai lungi sunt de obicei sudate prin prindere pentru a preveni deformarea panoului. Este important să sudați chinurile în ordinea corectă (vezi diagrama).
Sudați noul element urmând instrucțiunile din manualul de reparații. Citiți și luați notă de comentariile din cap. «Reparatii cu sudura si lipire».
Secvența corectă de sudare prin prindere
Reparatii ulterioare / protectie anticoroziva
Această secțiune este dedicată în principal următoarelor lucrări:
- Curățarea sudurilor și, dacă este necesar, umplerea lor cu plumb.
- Grund pentru metal goale.
- Etanșarea sudurilor.
- Aplicarea unui strat protector pe fund.
- Instalarea căptușelii de amortizare.
- Umplerea cavităților cu spumă.
NOTĂ: Consultați Secțiunea 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G pentru mai multe informații. «Reparații caroserie - Protecție împotriva coroziunii»
- Mastic pentru carii (la colorare).
Atingând (îndreptarea) panouri
Tipuri de oțel utilizate la fabricarea caroseriei
- Caroseriile mașinilor sunt realizate din tablă subțire de oțel cu o grosime cuprinsă între 0,5 și 2,75 mm. Există două tipuri principale:
- Panouri caroserie din oțel ștanțat de calitate
- Oțel slab aliat de înaltă rezistență
- Panouri caroserie din oțel ștanțat de calitate:
- Aceste panouri de caroserie sunt mai moi și mai ușor de ștanțat. Se întind extrem de bine și, prin urmare, nu sunt susceptibile la crăpare nedorită.
- Oțel slab aliat de înaltă rezistență:
- Oțelul slab aliat de înaltă rezistență este mult mai rezistent la ștanțare sau alte procesări decât, de exemplu, oțelul ST14. De asemenea, are o rezistență mai mare la tracțiune.
Principiile de bază ale atingării panourilor
- Înainte de a efectua orice înlocuire a panoului secțional sau complet al corpului, verificați întotdeauna cu atenție pentru a vedea dacă un panou deteriorat poate (Și) fi corectat prin atingere.
- atingând (îndreptarea) panourile sunt de obicei cea mai ușoară și mai economică metodă de reparare a unui panou deteriorat.
Exemple de aplicare a diferitelor tehnologii de atingere a panourilor:
- Ciocan de aluminiu si ciocan de lemn
- Avantaj: șanse reduse de supraîntindere a panoului.
- Folosit pentru a repara mici lovituri în panouri care pot fi accesate din ambele părți.
- Aceste două instrumente de atingere a panoului sunt utilizate în mod obișnuit pentru «reparatii finale».
«Subţire» îndreptarea cu un ciocan de aluminiu și o matriță de suport universală
Ciocan cu percutor mobil
- Dacă panoul deteriorat este accesibil doar din exterior, utilizați un ciocan mobil pentru a restabili forma panoului. Discurile sau știfturile necesare pentru montarea unui ciocan în mișcare sunt sudate pe suprafața metalică goală. Goliturile din panou pot fi corectate folosind acțiunea controlată a unui ciocan cu un percutor în mișcare.
Tratament termic al panourilor
- De obicei, este inevitabil ca, ca urmare a deformării mecanice, unele părți ale panourilor caroseriei să prezinte prezența unui exces de material. Dacă există zone cu exces de material, acest lucru cauzează flambaj limitat din cauza diferențelor de tensiune a materialului. Aceste zone de flambaj local pot fi stabilizate prin tratament termic.
NOTĂ: Această regulă nu se aplică oțelului slab aliat de înaltă rezistență.
Regula: Îndreptarea panourilor prin tratament termic reduce cantitatea de material în exces într-o măsură mai mare decât întinderea inițială.
Diferite metode de tratament termic
NOTĂ: În funcție de cantitatea de material în exces, se folosesc diferite metode de tratament termic.
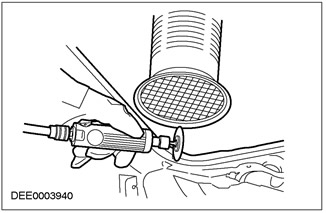
- Pansament cu flacără
- Dacă se observă exces de material într-o zonă semnificativă, se folosește o pistoletă de sudură (dimensiunea arzatorului 0,5 - 1,0 mm). Folosiți o flacără slabă.
- Suprafața metalului este încălzită pentru scurt timp în petice și apoi imediat răcită cu un burete umed.
- Cerință: Abilitatea de a manipula corect pistolul de sudură și cunoașterea culorilor de recoacere a oțelului.
- Avantaj: Fara deteriorare a suprafetei metalice.
- Îmbrăcarea cu o flacără în combinație cu un ciocan și un contraunel
NOTĂ: Eficiența îmbrăcării este crescută prin încălzire și răcire mai rapide.
- Dacă materialul în exces este concentrat, atunci eficiența pansării poate fi mărită prin utilizarea cu atenție a unui ciocan de aluminiu sau lemn după încălzire.
- Cerință: Abilitatea de a recunoaște starea de stres a materialului prin observarea suprafeței de îmbrăcat.
- Pansament cu electrod de carbon
- Dacă zonele panoului sunt accesibile doar dintr-o parte sau dacă panoul este doar ușor îndoit, îndreptarea cu carbon este metoda de îndreptare preferată.
- Cerință: Suprafață metalică goală.
- Dezavantaj: Prezența zgârieturilor și întărirea suprafeței.
- Pansament cu electrod de cupru
- Goliturile mici și ascuțite care sunt orientate spre exterior pot fi reparate folosind un electrod de cupru.
- Îmbrăcare cu flacără și pile modelate pentru caroserie
NOTĂ: Când este utilizată corect, această metodă poate fi utilizată fără a îndepărta toate atașamentele (învelișul acoperișului, cablajele etc.).
- mici lovituri (cu doar o mică întindere): Când se prelucrează marginile dentului într-o direcție spirală spre interior, dentul este încălzit cu o torță de oxiacetilenă (dimensiunea arzatorului 1 - 2 mm, flacara de gaz in exces) până la o temperatură de aproximativ 250°C.
- Lucrarea rapidă cu o pilă de corp elimină căldura din zona de delimitare și așa mai departe până când adâncitura este îndreptată. Este de preferat să alternați lucrul cu două fișiere. Aceasta crește cantitatea de căldură care poate fi îndepărtată.
Umplerea panourilor cu plumb
Umplerea panourilor cu plumb este cea mai bună metodă de reparare pentru îndreptarea rosturilor în reparațiile secționale sau pentru eliminarea zonelor mici de denivelări de pe suprafața panoului. Avantaje:
- Aderență excelentă la suprafețele metalice goale.
- Proprietăți de formare foarte bune.
- Proprietăți bune pentru remodelare.
- formă permanentă.
- Dilatarea termică este aceeași cu cea a oțelului.
NOTĂ: Aliaj de staniu: PB 25% / 75%. Folosiți aspirație. Echipament de respirație.
Proces: Bateți cu ciocanul plumbului aplicat înainte de finisarea finală pentru a îndepărta bulele de aer.
Reparatie cu sudura si lipire
Masuri de precautie
NOTĂ: Consultați notele date în cap. «Echipament de protecție/Siguranța muncii».
- Deconectați firul de împământare al bateriei și acoperiți terminalul pentru a proteja modulele electronice ale vehiculului (ABS, airbag-uri etc.).
- Nu permiteți componentelor sau liniilor electronice să intre în contact cu «greutate» sau electrod de sudare.
- Scoateți bateria înainte de a suda lângă ea.
- Fiți extrem de atenți când sudați lângă un rezervor de combustibil sau alte articole care conțin combustibil. Dacă gâtul de umplere sau conducta de combustibil trebuie să fie separate pentru a avea acces pentru sudare, rezervorul de combustibil trebuie golit și scos.
- Nu sudați sau lipiți niciodată niciun tip pe componentele unui sistem de aer condiționat încărcat. Același lucru este valabil și dacă există riscul de încălzire a sistemului de aer condiționat.
- Conectați legătura de împământare a echipamentului electric de sudare direct la elementul de sudat. Asigurați-vă că nu există izolatori electrici între conexiunea la pământ și locul de sudare.
- Elementele învecinate ale vehiculului și vehiculele adiacente trebuie protejate de scântei împrăștiate în timpul sudării și expunerii la căldură.
Sudura prin puncte de contact
90% din sudurile din fabricarea unei mașini sunt realizate prin sudură prin puncte de rezistență. Ca regulă generală, reparațiile ar trebui să utilizeze aceeași tehnică de îmbinare care este utilizată la fabricarea vehiculului. Numărul și diametrul punctelor de sudură în timpul reparației trebuie să fie aceleași ca în timpul fabricării mașinii. O tehnologie de conectare alternativă poate fi utilizată numai în cazuri excepționale.
Stabilirea echipamentelor si parametrilor de sudare
Echipament:
- Urmați instrucțiunile producătorului hardware pentru a configura hardware-ul.
- Alegeți suporturile de electrozi potrivite (cât mai scurt posibil).
- Aliniați cu precizie poziția suporturilor de electrozi și a vârfurilor.
- Vârfurile electrozilor trebuie să fie convexe (modelați aproximativ cu o pilă, reglați fin forma cu o râșniță).
Corp:
- Asigurați-vă că flanșele de îmbinat sunt perfect aliniate între ele.
- Pregătiți o suprafață metalică curată la îmbinare (înăuntru și afară).
Note despre metodologie/tehnologie:
- Efectuați o sudură de probă pe o bucată de material acoperită cu pastă de sudură.
- Dacă sunt plasate elemente metalice între suporturile de electrozi, va exista o pierdere de inducție și, în consecință, de putere (reglaj curent
- Pentru oțelul slab aliat de înaltă rezistență, este necesară reglarea puterii.
- Re-sudarea peste suduri vechi duce adesea la o calitate slabă a sudurii.
- Țineți vârfurile electrozilor într-un unghi de suprafața de contact cât mai aproape posibil de 90°.
- Mențineți presiunea asupra electrozilor pentru o perioadă scurtă de timp după terminarea sudării.
NOTĂ: Răciți electrozii în apă după aproximativ 10 suduri în puncte pentru a asigura calitatea corespunzătoare a sudurii (nu este nevoie de electrozi răciti).
- Electrozii funcționează cel mai bine dacă sunt convexi. Curățați în mod regulat suprafața de contact a electrozilor.
Sudarea prin puncte cu rezistență a panourilor atunci când grosimea totală este de 3 mm sau mai mult
Pentru a repara toate vehiculele Ford moderne, echipamentele de sudare prin puncte prin rezistență trebuie să poată suda în mod fiabil panouri din oțel galvanizat și de înaltă rezistență cu trei sau mai multe straturi, până la o grosime totală de 5 mm. Dacă aceste cerințe nu sunt îndeplinite, bălțile trebuie folosite din motive de siguranță. Specificatii Electrice (curent, rezistență, căldură) Echipamentele de sudare prin puncte cu rezistență diferă în funcție de tipul de echipament. Prin urmare, în ceea ce privește caracteristicile reale ale procesului de sudare, este important să urmați instrucțiunile producătorului echipamentului.
Sudare MIG/MAG
Stabilirea echipamentelor si parametrilor de sudare
Orice îmbinări sudate folosind tehnologia MIG/MAG în timpul fabricării vehiculului trebuie sudate folosind aceeași tehnologie în timpul procesului de reparație. De asemenea, în timpul procesului de reparație, unele suduri prin puncte trebuie înlocuite cu suduri prin bălți.
Dacă accesul este dificil sau nu există echipament de sudare pentru sudarea în puncte de putere adecvată (Vezi deasupra) pentru grosimea totală a panoului de 3 mm sau mai mult, uneori sudarea prin puncte cu rezistență ar trebui înlocuită cu sudarea prin bălți în timpul reparației. În acest caz, este necesară o creștere a timpului și, în consecință, trebuie luate în considerare cerințele mai stricte pentru protecția împotriva coroziunii.
Reparația cu sudare poate fi efectuată corect numai dacă echipamentul este configurat corect și toți parametrii de sudare sunt corecti.
Echipament:
- Configurați echipamentul în conformitate cu instrucțiunile producătorului.
- Furtunurile nu trebuie să fie răsucite.
- Miezul trebuie să fie lipsit de particule abrazive.
- Duzele de gaz trebuie să fie lipsite de zgură și calcar.
- Acordați atenție calității electrodului de sudură și consumului de gaz.
tipul corpului:
- Verificați calitatea suprafețelor de îmbinat.
- Pregătiți o suprafață metalică goală la îmbinare.
- Asigurați-vă că spațiile libere sunt menținute corect (formarea rădăcinilor).
Note despre metodologie/tehnologie:
NOTĂ: Aportul crescut de căldură al sudării MIG distruge amorsa de sudură/zinc pe o suprafață mult mai mare decât sudarea prin puncte cu rezistență, rezultând o atenție mult mai mare pentru aplicațiile ulterioare de acoperire anticoroziune.
NOTĂ: Pentru a vă asigura că sudura nu este doar o îmbinare la suprafață, trebuie efectuată întotdeauna o sudură de probă.
- Conectați cablul de împământare în apropierea locului de sudare (asigurați-vă că calitatea contactului este bună).
- Când efectuați sudarea prin baltă, începeți sudarea la panoul inferior pentru a asigura o penetrare adecvată.
Sudare prin baltă
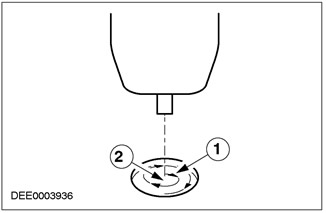
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Direcția de sudare: deplasați-vă în cerc din interior spre exterior |
| 2 | - | Punctul de pornire al sudării: centrul găurii de pe panoul inferior |
Conexiuni de lipit
Nu înlocuiți niciodată îmbinările de lipit din fabrică cu orice alt tip de îmbinare.
NOTĂ: Pentru a preveni riscul de coroziune, îndepărtați toate urmele de flux.
Îmbinările lipite necesită o pregătire deosebit de atentă. Este extrem de important ca suprafețele de îmbinat să fie aliniate precis și ca la îmbinare să fie pregătită o suprafață metalică curată, goală.
Conexiuni adezive
Tehnologia de lipire este din ce în ce mai utilizată în industria auto. Unele zone ale corpului sunt din ce în ce mai afectate. Toate îmbinările adezive în timpul procesului de reparație trebuie restaurate.
Instrucțiuni de operare și reguli de siguranță
- Când utilizați adezivi sau etanșanți, urmați întotdeauna instrucțiunile producătorului.
NOTĂ: Urmați instrucțiunile de siguranță ale producătorului.
- Adezivii sunt substanțe chimice și, prin urmare, îndeplinesc reglementările specifice de siguranță.
Flanse lipite
- Capota, hayonul și flanșele ușilor sunt lipite în timpul fabricării vehiculului și în timpul reparațiilor la multe modele Ford.
- Aceste conexiuni sunt destinate în principal scopurilor de etanșare (anti-coroziune), și nu pentru putere.
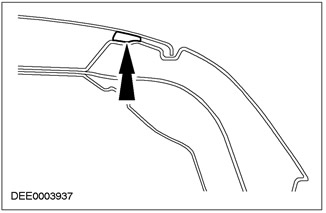
Conexiuni care necesită putere
- Îmbinările adezive care necesită rezistență sunt utilizate pentru rezistența lipirii, în scopuri de etanșare și în scopuri de protecție împotriva coroziunii (de exemplu, 1991 Escort/Orion în zona acoperișului din spate, în apropierea tranziției către stâlp «CU»).
- Adezivul folosit în acest scop este epoxidic 2K.
Lipirea adezivă a pielii exterioare a acoperișului (Escortă 1991)
Geam lipit
- La aproape toate modelele, parbrizul este lipit direct de rama ferestrei de pe caroserie. În plus, în majoritatea versiunilor de modele, geamul geamurilor laterale și din spate este lipit.
- Geamurile ferestrelor sunt lipite în primul rând din motive de asigurare a rezistenței legăturii adezive. Geamul lipit conferă corpului o rigiditate suplimentară la torsiune.
Lipire adeziva pe geamuri cu sticla lipita
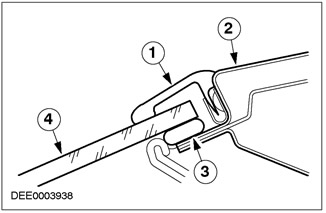
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Bandă de cauciuc |
| 2 | - | rama ferestrei |
| 3 | - | Lipici |
| 4 | - | geam de sticla |
Demontarea si montarea ferestrelor cu sticla lipita
Norme de siguranță
Pentru a preveni rănirea, trebuie respectate întotdeauna următoarele măsuri de siguranță:
- Folosiți mănuși de protecție.
- Folosiți ochelari de protecție.
Pregătirea
- Înainte de a tăia o fereastră cu sticlă lipită, slăbiți și îndepărtați toate piesele conectate care se află în zona de tăiere care sunt în pericol, cum ar fi panourile ornamentale și benzile decorative, precum și toate conexiunile electrice.
- Închideți toate zonele pictate care sunt situate lângă fereastră.
- Decupați orice exces de lipici, ca acest lucru facilitează tăierea sticlei.
- Asigurați ferestrele poziționate vertical pentru a preveni căderea lor.
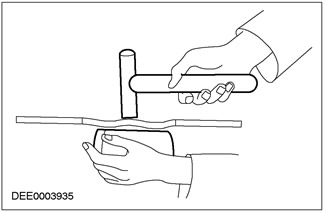
tăierea geamului ferestrelor
- Tăiați de-a lungul mărgei de lipici în locuri ușor accesibile folosind un instrument de tăiere.
- Ghidați ușor unealta de tăiere în jurul perimetrului ferestrei, tăind prin cordonul de adeziv.
- Evitați să atingeți cadrul ferestrei și flanșa caroseriei.
- Utilizați special «ventuze», pentru a scoate geamul din deschiderea ferestrei.
Pregătiri generale pentru procedura de lipire
- Urmați instrucțiunile producătorului.
- Tăiați marginea de adeziv rămasă pe flanșa metalică la o înălțime reziduală de aproximativ 1 mm. Nu atingeți și nu curățați suprafața de tăiere după aceea.
- Reparați cu atenție orice deteriorare a vopselei (aplica grund si strat superior).
- Înlocuiți opritoarele geamurilor dacă este necesar.
Lipirea geamurilor
- Aplicați o sferă uniformă de adeziv pe fereastră sau pe flanșa corpului.
- Introduceți sticla în deschiderea ferestrei și centrați-o (Sunt necesari 2 tehnicieni).
- Verificați golurile.
NOTĂ: Deschideți geamurile și ușile în timp ce geamul este lăsat să se usuce și nu mișcați vehiculul (trântirea ușilor creează o presiune excesivă care poate provoca slăbirea geamului).
Folosiți bandă adezivă pentru a preveni căderea sticlei.
Operatii finale:
- Conectați toate conexiunile electrice și verificați funcționarea corectă a elementelor.
- Instalați elementele conectate și verificați precizia și fiabilitatea fixării.
- Efectuați o inspecție vizuală pentru a vă asigura că golurile și conexiunile sunt uniforme.
- Curățați complet geamul ferestrei.
Reparatii speciale de caroserie
flip top
- Caroseria decapotabilă este semnificativ diferită de «sedan». Aceste diferențe se aplică nu numai aspectului și funcționalității sale. Pentru a obține stabilitatea necesară, este necesară consolidarea structurii.
- Proiectarea unui corp închis cu o carcasă nu este posibilă, deoarece nu există grinzi de acoperiș. Prin urmare, pentru a asigura o stabilitate suficientă (mai ales în ceea ce priveşte rigiditatea la torsiune) Capota decapotabilă folosește o metodă diferită. Acest lucru se realizează prin modificări structurale ale elementelor existente ale corpului «sedan» și instalarea unor elemente de armare suplimentare.
Întărirea zonei pragului ușii
NOTĂ: Dacă un vehicul avariat este așezat pe un suport de îndreptare cu toate componentele rămase pe loc, corpul are nevoie de sprijin pentru a desprinde o parte din sarcină.
Atunci când efectuați reparații ale caroseriei, trebuie reținute următoarele caracteristici de proiectare:
- Grosimea mare a materialului, de exemplu în zona pragului ușii.
- Comportament diferit în timpul editării.
- Este necesară o precizie de instalare deosebit de mare; de exemplu, pentru punctele de fixare ale capotei.
- Instalarea acoperișului coborât și a caroseriei adiacente trebuie verificate în timpul și după reparație pentru a se asigura că este etanșă la apă, rezistentă la zgomotul vântului și închisă corespunzător.
- Vehicule de teren («SUV-uri»)
NOTĂ: Dacă caroseria este prinsă cu șuruburi pe șasiu, toate conexiunile cu șuruburi dintre caroserie și șasiu trebuie verificate pentru a nu se deteriora în timpul îndreptării.
NOTĂ: Dacă deteriorarea caroseriei și a șasiului este mai gravă, caroseria trebuie scoasă de pe șasiu. Ambele elemente sunt apoi editate separat.
- «SUV-uri» au un șasiu portant la care este prinsă caroseria.
- Dacă în timpul procesului de reparație devine necesară orice editare, atunci se folosesc seturi universale speciale de suporturi sau suporturi de îndreptare.
Echipament de protectie si siguranta muncii
- La efectuarea reparațiilor trebuie respectate diferite cerințe de siguranță și legale. Respectați toate reglementările de sănătate și siguranță.
Precauții la sudare
Pentru a preveni riscul de rănire, trebuie respectate următoarele măsuri de precauție:
- Mască de sudor (protecția feței)
- Ecran
- Manusi de protectie
- Bocanci de siguranță
- Extractor de fum de sudura
Sudarea trebuie efectuată întotdeauna într-o zonă bine ventilată. Un stingător de incendiu trebuie să fie întotdeauna la îndemână.
Măsuri generale de siguranță la efectuarea reparațiilor la caroserie
Supt
- Etanșant, protecție inferioară etc. nu trebuie arse folosind o flacără deschisă. Acest lucru duce la eliberarea de gaze toxice. Când PVC-ul este ars, de exemplu, se eliberează gaze care conțin acid clorhidric. Din acest motiv, atunci când șlefuiți, sudați sau lipiți, utilizați întotdeauna aspirația corectă.
- Asigurați-vă întotdeauna o bună ventilație atunci când lucrați cu materiale care conțin solvenți, utilizați protecție respiratorie și echipamente de aspirație.
- Protecția urechilor trebuie purtată întotdeauna la tăierea, șlefuirea sau îndreptarea metalului, cum ar fi nivelul de zgomot poate atinge sau chiar depăși 85 - 90 dB (A).
- Aveți grijă să nu priviți direct în niciun sistem de măsurare cu laser, cum ar fi cele utilizate pentru măsurarea podelei.
- Când scoateți elemente dintr-o mașină montată pe un lift, aveți grijă la modificările poziției centrului său de greutate. Când așezați vehiculul pe un lift pentru prima dată, vă rugăm să rețineți că poate fi necesar să îl asigurați pentru a preveni răsturnarea acestuia.
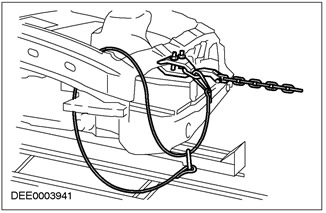
- În timpul îndreptării, lanțurile și clemele de lanț ar trebui să fie asigurate cu funii de siguranță.
Sârmă de siguranță
Comentariile vizitatorilor