Úvod
Karoséria zohráva významnú úlohu v rastúcom trende čoraz rýchlejšej zmeny modelu. Rôzne skupiny zákazníkov sú výrazne ovplyvnené dizajnom a tvarom karosérie. Stabilita karosérie zároveň zohráva najdôležitejšiu úlohu pri zaistení bezpečnosti vodiča a cestujúcich. Ľahká konštrukcia, alternatívne materiály, kompozitné materiály, plasty a súvisiace procesy spájania, to všetko sú dizajnové prvky, ktoré charakterizujú moderné karosérie vozidiel Ford.
S modernými továrenskými technológiami karosérie s bezpečnostnými klietkami (nosné telesá) je možné vyrobiť takmer bez problémov. Informácie o pevnostných charakteristikách, zhromaždené na základe viacerých počítačových simulácií, «nárazové testy» (kolízie s prekážkami), testovanie materiálov a analýza vylepšenia technológie, zaisťuje vysokú kvalitu produktov Ford. Pri vykonávaní opráv sa uistite, že dodržiavate všetky výrobné normy kvality. Vyžaduje si to dobre vybavenú čerpaciu stanicu a kladie dôraz na kvalifikáciu technikov čerpacej stanice. Pre zabezpečenie kvalitnej opravy karosérie sú nevyhnutné znalosti používaných továrenských technológií a neustále školenie v oblasti nových opravárenských metód a technológií. Príručky opráv špecifické pre daný model a všeobecné postupy opráv poskytujú neoceniteľnú pomoc pri vykonávaní opráv karosérie.
Štruktúra karosérie je čoraz zložitejšia, čím sa menia témy obsiahnuté v príručke na opravu karosérie. V budúcnosti budú vo všeobecnej časti popísané len najdôležitejšie postupy a techniky opráv. Predpokladajú sa rozsiahle znalosti hlavných metód a technológií vykonávania opráv. Napríklad opravy, ktoré sa opakujú, sa budú vzťahovať na všetky modely vozidiel a budú opísané vo všeobecnej časti. Časti príručiek na opravu karosérie špecifické pre daný model zobrazujú iba najdôležitejšie kroky opravy alebo upozorňujú na špecifické vlastnosti. Špeciálne školenia pre nové modely poskytnú ďalšie praktické informácie, ako aj rady a popis techník opravy karosérie.
Nosná karoséria (v kombinácii s rámom)
Dizajn s monokokovou karosériou sa pevne etabloval na automobilovom trhu.
Jeho hlavné výhody sú:
- Maximálna bezpečnosť pre vodiča a cestujúcich.
- Výrazné zníženie hmotnosti.
- Ekonomická výrobná technológia.
Nosnú karosériu dopĺňajú samostatné montážne celky, ako sú dvere, kapota, nárazníky a pod. Po zložení je tento dizajn obzvlášť výhodný z hľadiska stability a tuhosti, pričom:
- Stabilita priestoru pre cestujúcich.
- Presne definovaný charakter deformácie vpredu a vzadu.
- Dodatočná bočná stabilita.
- Vysoká torzná tuhosť.
- Vysoká pevnosť v ohybe.
Pri vykonávaní opráv je potrebné dodržiavať nasledujúce pokyny:
- Vyrovnávacie práce by sa mali vykonávať iba vtedy, keď je telo úplne zmontované.
- Pri úpravách nevystrihujte prilepené okná.
- Vyhnite sa napätiu v tele.
- Ak je to možné, počas procesu opravy ponechajte karosériu zmontovanú.
Konštrukcia s nosnou karosériou
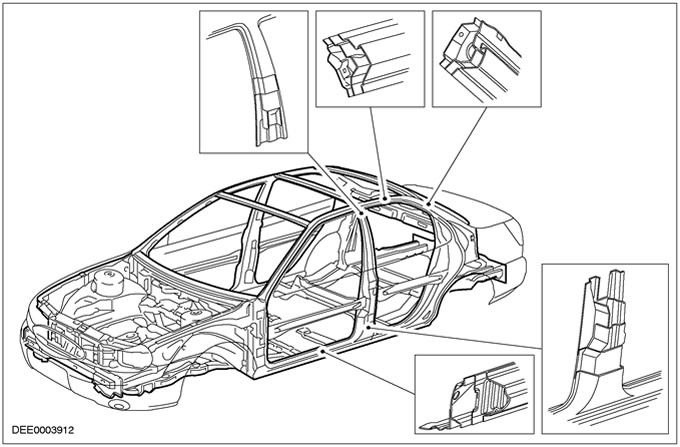
Dizajnové prvky s monokokovou karosériou
Pre každú štruktúru karosérie je prvoradá bezpečnosť vodiča a cestujúcich. Karoséria má dva kľúčové bezpečnostné prvky:
- bezpečnostná klietka
- Zbaliť zóny
Bezpečnostná klietka
Bezpečnostná klietka sa vyznačuje nasledujúcimi konštrukčnými prvkami:
- Stabilné stĺpiky, prahy a dverné profily.
- Zabudovaná ochrana proti nárazom vo dverách.
- Dvere sú navrhnuté tak, aby sa otvorili aj v prípade nadmernej deformácie.
Zbaliť zóny
Ochranná klietka je chránená prednými a zadnými deformačnými zónami s dobre definovanými deformačnými charakteristikami. Zbalené zóny slúžia na tieto účely:
- Dynamická absorpcia deformačných síl.
- Ochrana priestoru pre cestujúcich.
Vždy dodržujte pokyny na opravu v dielenskej literatúre, najmä pri oprave pokrčenej oblasti. Nedodržanie týchto pokynov v niektorých situáciách môže mať vážny dopad na bezpečnosť vozidla. Napríklad by sa nikdy nemali robiť žiadne rezy v bezprostrednej blízkosti ukotvenia mostného piliera, ani by sa nemali náhodne zvárať žiadne výstuhy. Po ukončení prác treba dôsledne dodržiavať všetky predpísané bezpečnostné predpisy.
Collapse zones - Roll Cage (ubytovací priestor pre cestujúcich)
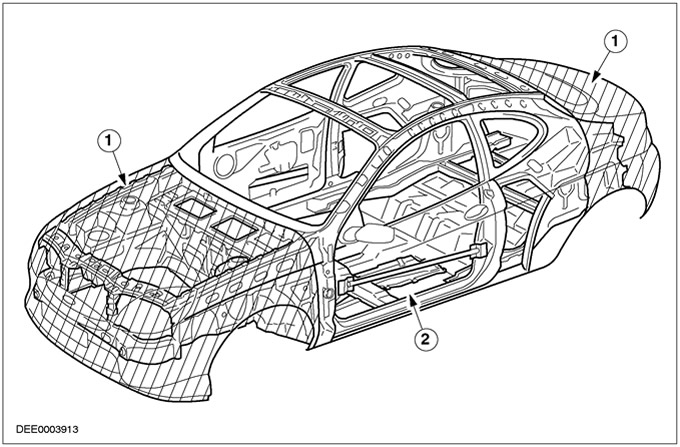
| poz. | Náhradný diel č | názov |
| 1 | - | deformačná zóna |
| 2 | - | bezpečnostná klietka (ubytovací priestor pre cestujúcich) |
Terénne vozidlá («SUV»)
Stavba tela «SUV» sa líši od konštrukcie s nosnou karosériou prítomnosťou 2-dielnej konštrukcie karosérie. Extrémne stabilný rám podvozku tvorí základ, ku ktorému sú pripevnené všetky komponenty vozidla ako nápravy, motor atď. Samotná karoséria je priskrutkovaná k rámu podvozku. Tento dizajn má nasledujúce výhody:
- Vysoké užitočné zaťaženie a veľká kapacita prívesu.
- Vynikajúce pevnostné vlastnosti pre použitie v teréne.
- Veľmi vysoká svetlá výška.
Ak «SUV» je potrebné opraviť, je potrebné vziať do úvahy nasledujúce poznámky:
- Je dobre známe, že oba nosníky rámu by mali byť navzájom rovnobežné.
- Ak je to potrebné, pred úpravou rámu podvozku z neho vyberte karosériu so skrutkami k rámu.
Dizajn terénneho auta
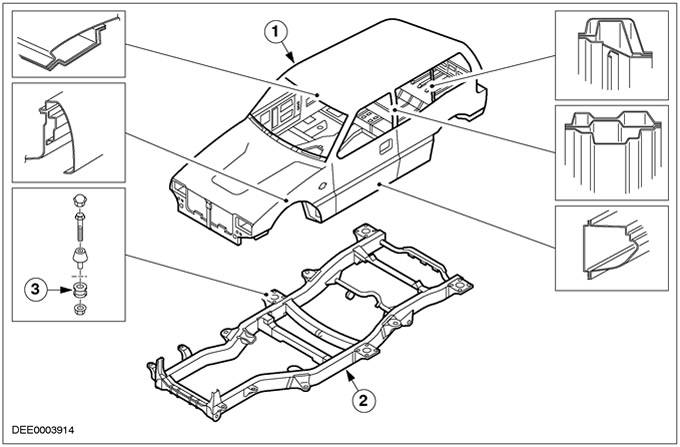
| poz. | Náhradný diel č | názov |
| 1 | - | Telo |
| 2 | - | Rám |
| 3 | - | Skrutkové spojenie |
Nízkolegovaná oceľ s vysokou pevnosťou
všeobecné informácie
- Vysokopevnostná nízkolegovaná oceľ sa používa v karosériách vozidiel Ford predovšetkým na nosníky, spojovacie dosky, podpery a vzpery.
- Jednotlivé kapitoly o modeloch vysvetľujú, kde sa používa vysokopevná nízkolegovaná oceľ.
Špecifické vlastnosti nízkolegovanej ocele s vysokou pevnosťou:
- Silnejšia tendencia zachovať deformovaný tvar.
- Úprava si vyžaduje viac úsilia.
- V dôsledku tendencie zachovať si deformovaný tvar by mali byť akékoľvek deformované prvky pri práci na vyrovnávacom lise dobre natiahnuté za pôvodný stav.
- Všetky nástroje používané na povrchové odstraňovanie kovov (napríklad pri frézovaní bodových zvarov), majú skrátenú životnosť v dôsledku vyššieho stupňa tvrdosti.
- Pri obliekaní neaplikujte teplo, pretože to spôsobí strata mechanickej pevnosti môže nastať už pri teplote približne 400°C.
- Počas výrobného procesu dosiahne kalená oceľ svoju konečnú tvrdosť, keď sa umiestni do lakovacej pece.
|
Typ ocele |
Špeciálne vlastnosti |
Nízkolegovaný tenký plech - pozinkovaný plech - zinok - zinok-nikel |
Plech pozinkovaný plameňom - pozinkovaný - pozinkovaný hliníkom |
|
Nízkolegovaná oceľ s vysokou pevnosťou |
Veľmi dobrá ťažnosť na lisovaných paneloch so zložitými tvarmi alebo v oblastiach s nízkou stabilitou (vnútorný panel dverí alebo podbeh kolesa) |
180 |
180 |
|
Kalená oceľ (kalenie v peci) |
Dobrá plasticita; dodatočná povrchová tvrdosť dosiahnutá v kombinácii s tepelným spracovaním (farbenie) (ploché prvky ako vonkajší panel dverí alebo kapoty). |
180, 220, 260, 300 |
180, 220, 260 |
|
Legovaná oceľ s obsahom fosforu |
Dobrá odolnosť na lisovaných prvkoch v oblastiach so strednou stabilitou (napríklad podbeh kolesa) |
220, 260, 300 |
220, 260, 300 |
|
nízkolegovaná oceľ |
Vysoký stupeň tuhosti pre nosné prvky karosérie |
260, 300, 340, 380, 420, 460 |
340, 380, 420 |
|
Izotropná oceľ |
Dobrá pružnosť v zónach strednej stability v dôsledku vysokých ťahových charakteristík a vlastností izotropnej deformácie (ploché prvky ako vonkajší panel dverí, kapota) |
220, 260 |
260, 300, 340 |
Tabuľka: Minimálna pevnosť v ťahu pre vysokopevnú nízkolegovanú oceľ v N/mm2
Nízkolegovaná oceľ s vysokou pevnosťou (príklad: Mondeo)
Antikorózna ochrana
Kolízne poškodenie a diagnostika. Všeobecné poznámky:
- Presná diagnostika veľkosti poškodenia zabezpečuje správne plánovanie opravy.
- Nezvárajte ďalšie výstužné dosky.
- Všetky opravy karosérie by sa mali vykonávať v súlade s odporúčaniami v príručke na opravu karosérie.
- Pri vykonávaní opráv karosérie treba brať do úvahy stabilitu a pevnostné charakteristiky karosérie. Rámy nosných karosérií majú presne definovaný deformačný vzor, ktorý by nemal byť ovplyvnený žiadnym typom opravy.
- Napríklad deformačné zóny absorbujú veľkú časť energie pri kolízii. Ak sa v týchto priestoroch použijú akékoľvek neprofesionálne metódy alebo techniky opravy, môže to predstavovať bezpečnostné riziko pre vozidlo.
Skryté poškodenie
- Spolu s hľadaním vonkajších znakov, ako je odlupovanie farby, nezabudnite skontrolovať skryté poškodenie alebo deformáciu karosérie, ktorá nie je viditeľná zvonku. Na získanie presného odhadu poškodenia skrytých častí karosérie je často potrebné odstrániť veľké pripevnené časti, ako sú nárazníky a vnútorné blatníky.
Určené miesta deformácie
- Pri hodnotení poškodenia karosérie treba vždy skontrolovať vopred určené miesta deformácie karosérie. Dané deformačné miesta sú zámerné «oslabené úseky», vytvorený lokálnou zmenou tvaru úseku, ktorý bude ako prvý vystavený vonkajším silám.
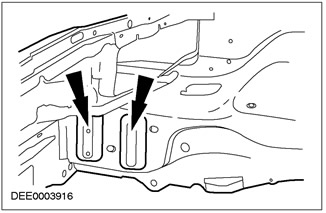
Vopred určené miesta deformácie - pomocou špeciálnej zmeny tvaru panelov karosérie
Definované deformačné body - použitím rôznych hrúbok materiálu
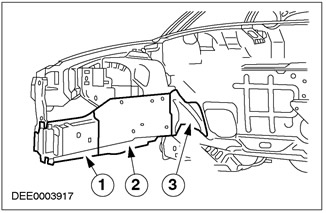
| poz. | Náhradný diel č | názov |
| 1 | - | Hrúbka materiálu 2,0 mm |
| 2 | - | Hrúbka materiálu 3,0 mm |
| 3 | - | Hrúbka materiálu 1,75 mm |
Uzlové zvary
- Uzlové zvary sú kľúčovými miestami v ráme karosérie. Známky poškodenia, ako napríklad odlupovanie farby v oblasti uzlových zvarov, sú často zjavným znakom výrazného poškodenia. Z tohto dôvodu je potrebné pri posudzovaní poškodenia veľmi starostlivo skontrolovať všetky časti karosérie spojené uzlovým zvarom, či nevykazujú známky poškodenia.
Pôsobenie síl v zóne uzlových zvarov)
Veľkosť medzery
- Veľkosť medzier ponúka ďalšiu diagnostickú možnosť prostredníctvom vizuálnej kontroly. Ak dôjde k zmenám alebo nesprávnemu nastaveniu hrán, zvyčajne to naznačuje, že rozmery problematického náhradného dielu sú nesprávne.
Klírens sa mení
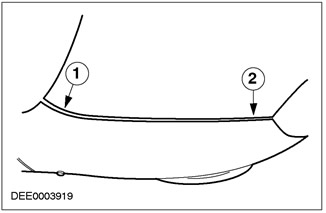
- Poz.##Náhradný diel##Popis
- 1##-##Príliš široká medzera
- 2##-##Príliš úzka medzera
Náraz kolízie na telo
POZNÁMKA: Komponenty vozidla, ako sú nápravové hriadele a príslušenstvo prívesu (príves), prenos síl. Ak bolo auto zasiahnuté zozadu, mali by sa úplne skontrolovať všetky pripojené prvky karosérie a mechanické prvky (napríklad držiaky prevodovky). Skontrolujte elektronické komponenty, aby ste sa uistili, že fungujú správne.
Okrem toho je možné nastaviť celú výšku poškodenia, počnúc smerom a veľkosťou nárazových síl. To si však vyžaduje rozsiahle znalosti o stavbe tela.
- Ak napríklad náraz dopadol na predný ľavý pozdĺžnik, pravý pozdĺžnik v dôsledku tuhosti konštrukcie karosérie (prítomnosť priečnika) zvyčajne aj postihnuté. Dĺžka tohto nosníka sa často nezmení, ale v dôsledku tuhosti konštrukcie karosérie sa môže posunúť zo svojej pôvodnej polohy (často len veľmi málo). Ak sú prítomné nejaké odchýlky, zvyčajne sa to dá zistiť kontrolou veľkosti medzier medzi dverami a krídlom alebo kontrolou zmien rozmerov.
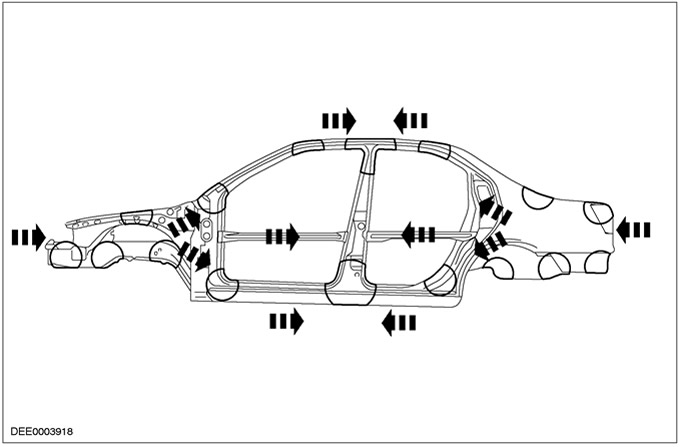
- V prípade silnejších nárazov predná časť karosérie nedokáže absorbovať všetku energiu nárazu a deformuje sa aj priestor pre cestujúcich. Tu sa energia nárazu prenáša cez nosník na hrebeň «A» (pozri diagram). V dôsledku toho dochádza k deformáciám v oblasti strechy a prahu dverí.
- Telo reaguje na bočné nárazy úplne inak, keď sa vyskytne deformačná zóna. Pretože je priestor pre cestujúcich mimoriadne stabilný, v mieste dopadu sú relatívne malé lokálne deformácie. Nárazové sily sa však prenášajú na podlahu auta, čo má často za následok poškodenie tzv «druhy banánov», keď auto pri deformácii nadobudne tvar banánu po dĺžke svojej pozdĺžnej osi.
Energia nárazu sa prenáša cez nosník do hrebeňa «A»
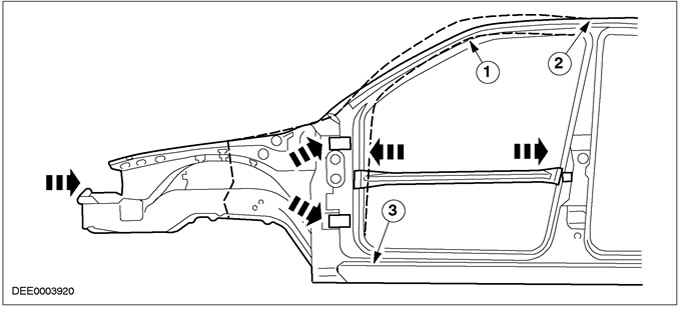
| poz. | Náhradný diel č | názov |
| 1 | - | Osnova zóna - strešný nosník |
| 2 | - | Osnova zóna - strecha |
| 3 | - | Osnova zóna - prah dverí |
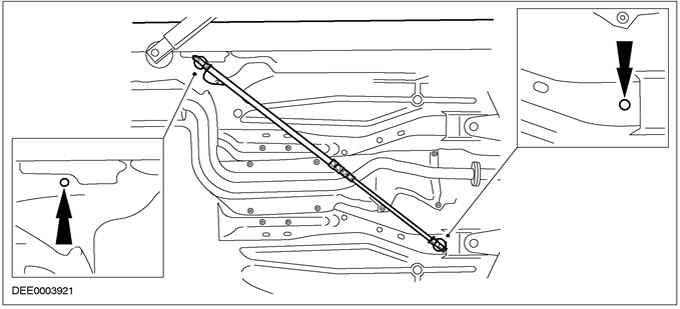
Spodné meranie
Merania pomocou kompasu
- Kompas je veľmi užitočné zariadenie na kontrolu spodku auta (pod dnom). Môže sa použiť na určenie rozmerových odchýlok v dĺžke a šírke (ale nie vysoké) prostredníctvom porovnávacích meraní a diagonálnych meraní. Na tento účel sa referenčné body karosérie vždy vyberajú zo zoznamu rozmerov rámu karosérie.
Meranie symetrie pomocou kompasu
Telesné merania
Možnosti merania
- Porovnávacie merania možno vykonať aj na vonkajšej strane tela. V závislosti od poškodenia je možné vykonať porovnávacie a diagonálne merania pomocou kompasu, teleskopickej tyče, zvinovacieho metra alebo pravítka.
POZNÁMKA: Pri kontrole zmeny veľkosti na oboch stranách vyberte rovnaké kotviace body (napríklad otvory, okraje, goliere atď.).
- Všetky dôležité vonkajšie rozmery karosérie sú uvedené v popise opráv karosérie pri konkrétnych modeloch.
Merania pomocou meracieho / vyrovnávacieho stojana.
- Na presné meranie podlahy tela je potrebný merací/rovnací stojan. Meracie systémy sú rozdelené do kategórií podľa toho, ako fungujú:
- Mechanický merací systém
- Optický merací systém
Rýchle a presné výsledky merania možno získať pomocou počítačových meracích systémov.
Na určenie rozmerov dĺžky, šírky a výšky sú potrebné minimálne tri nepoškodené meracie body umiestnené na podlahe.
V niektorých prípadoch to môže znamenať vytvorenie prístupných meracích bodov. Všetky tieto meracie systémy možno použiť na meranie tela za predpokladu, že je k dispozícii vhodné vybavenie.
Merací prípravok na meranie tela
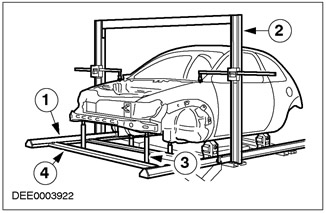
| poz. | Náhradný diel č | názov |
| 1 | - | Hlavný rám |
| 2 | - | meracie pravítko |
| 3 | - | Teleskopická meracia tyč s meracou sondou |
| 4 | - | Merací mostík |
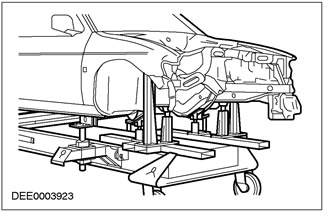
Vyrovnávací stojan
Plánovanie opráv
Pred začatím opráv je potrebné urobiť nasledujúce rozhodnutia:
- Treba auto zrovnať do roviny alebo sa dá narovnať aj inak?
- Potrebuje podlaha meranie?
- Je potrebné demontovať jednotky ako motor alebo nápravy?
POZNÁMKA: Je lepšie opraviť časti karosérie, ako ich vymeniť zabráni sa tým poškodeniu celého plášťa tela. Aké časti tela je potrebné vymeniť?
- Ktoré časti tela sa dajú opraviť?
Získavanie náhradných dielov
Dostupnosť náhradných dielov často rozhoduje o tom, ako ľahko je možné vykonať opravu karosérie. Odporúča sa nasledujúci postup:
- Získajte všetky podrobnosti o vozidle vrátane typu, identifikačného čísla vozidla, kódu výbavy, identifikačných písmen motora, pôvodných registračných údajov a ďalších.
- Identifikujte všetky kovové časti, ktoré je potrebné vymeniť.
- Identifikujte všetky doplnky, ktoré je potrebné vymeniť, vrátane malých predmetov, ako sú nity, spony atď.
- Po obdržaní všetkých náhradných dielov ich otestujte na vozidle, aby ste sa uistili, že sú správne a kompletné.
Oprava s úpravou
Na obnovenie pôvodného tvaru karosérie po kolízii sú často potrebné vyrovnávacie opravy. To možno vykonať pomocou:
- Zarovnávacie stojany
- Univerzálny stojan na rovnanie a meranie
- zvárací stojan
Aby sa zabezpečilo, že opravy budú vykonané profesionálne a že po vykonaní opravy budú všetky rozmery správne, mali by ste zvážiť nasledujúce body.
Štruktúra:
- Postupnosť opravy závisí od individuálneho plánu opravy (účtovanie všetkých potrebných demontážnych prác).
- Vyčistite oblasti pripojenia.
- Zaistite vozidlo na vhodnom stojane tak, aby nedošlo k jeho poškodeniu.
- Podporte jednotky na uvoľnenie stresu z tela.
- Zastavte aspoň na troch meracích/referenčných bodoch, ktoré sú neporušené a čo najďalej od seba (pre základné nastavenie).
- Skontrolujte rozmery meracích/referenčných bodov.
Upraviť:
POZNÁMKA: Počas procesu orovnávania neustále kontrolujte rozmery a vôle.
- Obliekanie tela sa robí vždy v opačnom smere ako je náraz. Úpravy vždy vykonávajte s úplne zmontovaným telom (nepredrežte žiadne prvky). Vykonajte úpravy v niekoľkých fázach. Tým sa zabráni riziku pretiahnutia alebo roztrhnutia zvarových spojov. Zakaždým, keď sa pri kreslení pretvarujete, poklepte hliníkovou paličkou, aby ste uvoľnili stres (v miestach určených miest deformácií, preliačin, zvarových spojov a pod.)
Špecifické vlastnosti:
- Vysokopevnostná nízkolegovaná oceľ má väčšiu tendenciu zachovať si svoj deformovaný tvar.
- Ak je to potrebné, pri nastavovaní otvorte dvierka alebo kapotu.
- Pri obliekaní nikdy neaplikujte teplo.
- Postupujte podľa pokynov uvedených v časti «Ochranné vybavenie/Bezpečnosť opráv».
Rezanie častí tela
V závislosti od toho, ktoré prvky sú spojené, sú na rezanie/oddeľovanie častí tela vhodné rôzne nástroje.
POZNÁMKA: Všetky ostatné predmety, ako je vnútorné vybavenie, okenné sklo atď., musia byť chránené pred iskrami z projektilu.
POZNÁMKA: Uistite sa, že ste správne nastavili hĺbku frézovania, aby ste zabránili uvoľneniu zostávajúcej príruby.
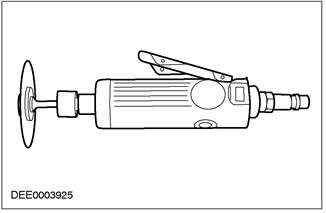
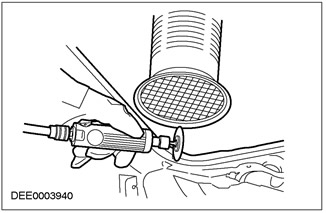
Frézovanie bodových zvarov
Brúsny kotúč na tvár
POZNÁMKA: Používajte ochranný odev. Chráňte akúkoľvek zraniteľnú časť tela alebo sklenené oblasti pred iskrami projektilu. Odstráňte výbušné materiály z blízkych oblastí.
- Akékoľvek bodové zvary, ktoré nie sú dostupné na frézovanie (priemer > 8 mm) musia byť frézované pomocou čela (kľúčový) brúsny kruh. To isté platí pre bodové a hladké MIG zvary.
Koniec (kľúčový) brúsny kotúč
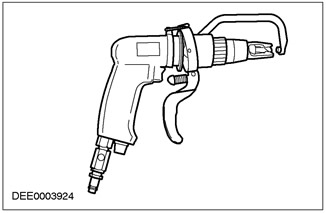
Oddelenie rezania
POZNÁMKA: Nižšie («predmet») kovové prvky, káblové zväzky, hadice atď. nesmú byť poškodené – v prípade potreby ich predtým odstráňte.
- Karosárske píly sú obzvlášť všestranné, a preto sa dobre hodia na oddeľovanie častí tela odrezaním.
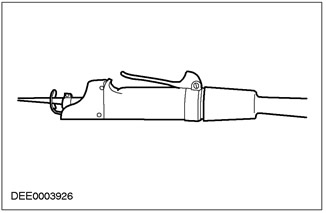
Píla s krátkym zdvihom
- Časti tela sa zvyčajne oddeľujú pomocou píly s krátkym zdvihom. Ukázalo sa, že je veľmi flexibilný aj v oblastiach, kde je prístup veľmi obmedzený.
Píla s krátkym zdvihom
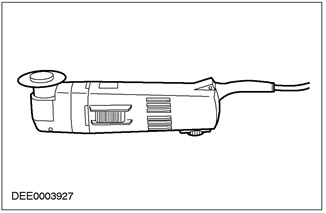
Vratná píla
- Okrem píly s krátkym zdvihom možno použiť aj priamočiaru pílu. Pomocou nej môžete robiť úzke a rovné rezy do presnej hĺbky.
- Životnosť čepele možno výrazne zvýšiť chladením čepele olejom. Všetky triesky vznikajúce pri pílení by mali byť vždy odstránené z dutín (pomocou odsávania), aby sa zabránilo riziku korózie.
- Ak sú na rezanom prvku nejaké spájkované spoje, použite zvárací horák na rovnomerné zahrievanie prvku, kým sa spájka neroztopí. Potom oddeľte «starý» element.
Vratná píla
Vykonávanie opráv
Kompletná výmena
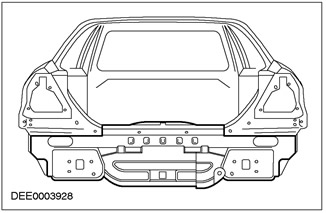
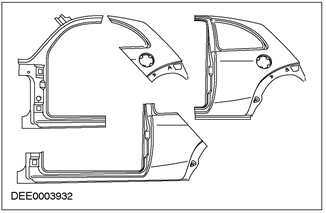
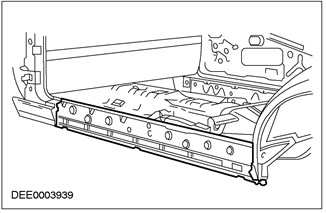
- Pri kompletnej výmene je celý poškodený «starý» prvok sa oddelí v miestach jeho pôvodných spojov a následne sa osadí nový prvok celý. Nasledujúci obrázok znázorňuje výmenu zadného panelu za nový (Mondeo).
Výmena zadného panelu za nový (Mondeo)
Sekčná výmena
- V mnohých prípadoch má technický a ekonomický zmysel vykonať sekčnú výmenu. Dvoma hlavnými úvahami sú po prvé zachovanie kompletnej pôvodnej karosérie a po druhé udržanie nákladov na opravy na minime.
- Existujú tri rôzne spôsoby výmeny sekcií:
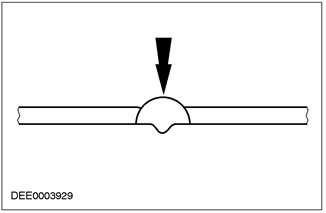
Tupé kĺby
- Nový prvok a starý prvok sú spojené kontinuálnym MIG zvarom.
- Tupé spoje sa bežne používajú pri sekčnej výmene prvkov napájacieho agregátu a stojanov alebo pri oddeľovaní prvku skratom.
Tupý kĺb
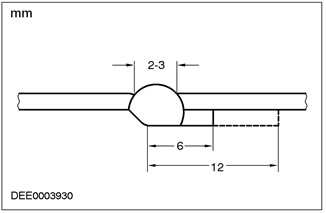
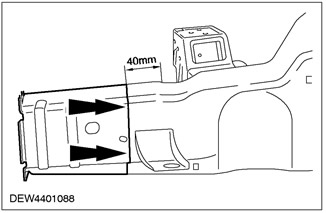
Ohýbanie okrajov
POZNÁMKA: Aj keď je preložená hrana 12 mm, ako rezerva pre nový prvok by sa malo poskytnúť iba 10 mm. Tým sa automaticky vytvorí vopred určená zvarová medzera medzi okrajom «starý» panel a okraj nového panelu. Pred inštaláciou nového prvku sa vytvorená hrana z dôvodu ochrany proti korózii zmenší na 6 mm.
- Ohýbanie okrajov sa vykonáva hlavne na «starý» prvok, ktorý je stále pripojený. «Starý» prvok a nový prvok sú spojené prerušovaným švom.
Ohýbanie okrajov
Kovová nosná lišta
- Kovová nosná lišta (šírka cca 30 mm) od opustených «starý» prvok alebo nový prvok je bodovo privarený k zadnej časti spoja.
POZNÁMKA: Pri dlhších rezoch sa zvyčajne používajú pásy s ohnutými okrajmi alebo kovové podkladové pásy.
POZNÁMKA: Pri sekčných výmenách by mali byť rezy na oddelenie vždy čo najkratšie. V kapitolách špecifických pre daný model sú zobrazené iba línie rezu.
- Nerobte žiadne rezy v blízkosti výstuže alebo v zónach vopred určenej deformácie.
POZNÁMKA: Nezačínajte rezať «starý» prvok až do dodania nového prvku (časti opravy sa môžu líšiť veľkosťou).
- Špeciálne opravárenské sekcie sú k dispozícii pre sekcionálne opravy a sú uvedené samostatne v mikrofiši pre náhradné diely.
Kovová nosná lišta
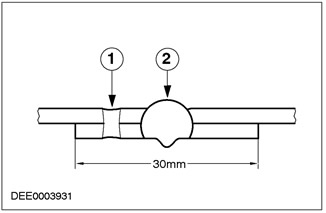
| poz. | Náhradný diel č | názov |
| 1 | - | Kontaktné bodové zváranie |
| 2 | - | Prerušovaný zvar MIG |
Sekcie opravy panelov - Ford Ka
Sekcionálna náhrada - nosník, Ford Puma
Pripravte sa «starý» prvky, ktoré zostanú na vozidle / nové prvky.
- Pomocou kladiva a spojovacieho nástroja obnovte pôvodný tvar priľahlého povrchu akýchkoľvek pretlačených častí karosérie, ktoré by mali zostať na vozidle (zabezpečuje tvarovú zhodu «starý» prvok a nový prvok). Odstráňte pomocou uhlovej brúsky, bodových alebo iných zvarov.
- Vystrihnite nové prvky podľa tvaru.
- V prípade potreby vyrazte alebo vyvŕtajte otvory na bodové zváranie.
POZNÁMKA: Na odstránenie zvyškov farby nepoužívajte zvárací horák (teplo môže spôsobiť deformáciu kovu).
- Na oboch stranách očistite všetky spojovacie príruby na holý kov. Na tento účel nepoužívajte uhlovú brúsku (to môže oslabiť kov a poškodiť vrstvu zinku). Vhodné nástroje: rotačná drôtená kefa, pásová brúska alebo plastový kotúč.
- Na všetky zváracie príruby, s výnimkou spájkovaných spojov, hojne aplikujte zvárací základný náter.
- Primer by mal byť pred použitím dobre premiešaný.
POZNÁMKA: Pri používaní aerosólov dávajte pozor, aby ste pri striekaní aerosólu neznečistili priľahlé oblasti.
POZNÁMKA: Ďalšie informácie nájdete v časti 501-25B «Oprava karosérie - Ochrana proti korózii».
Nainštalujte novú položku.
Uistite sa, že nový prvok presne zodpovedá predpísaným rozmerom. Súvisiace vybavenie:
- Vyrovnávací stojan
- Univerzálny merací systém
- montážny stojan
- Pravítko alebo zvinovací meter
- Kompas
- Rozmery rámu nájdete v návodoch na opravu konkrétnych modelov.
POZNÁMKA: V tejto fáze by sa mali nainštalovať všetky pripojené časti karosérie, ktoré si vyžadujú presné zarovnanie a inštaláciu, ako sú nárazníky, tesnenia, svetlomety, zadné svetlá a zostavy zámkov. Ak sa to neurobí opatrne, môže to viesť k úniku vody, prenikaniu hluku vetra a značnému množstvu následných prác.
Uistite sa, že okraje sú zarovnané so susednými prvkami a skontrolujte správne medzery (porovnaj ľavú a pravú stranu). Uistite sa, že tvar auta je zachovaný.
Pripnutie nového prvku
POZNÁMKA: Potreba následných prác môže byť značne znížená, ak sa zarovnávanie a pripevňovanie vykonáva s náležitou starostlivosťou.
V závislosti od dostupnosti sú k dispozícii nasledujúce spôsoby upevnenia:
- kliešte (nastaviť)
- Skrutkový terminál (nastaviť)
- Samorezné skrutky
- Podnosy
Pomocou dierovača alebo skrutkovača zaistite, aby sa okraje profilov pri výmene po častiach zarovnali. Okraj sa potom privarí, aby sa zabezpečilo, že je v správnej polohe.
Zarovnávanie a lepenie
| poz. | Náhradný diel č | názov |
| 1 | - | Podnosy |
| 2 | - | Pomocou skrutkovača zarovnajte polohu |
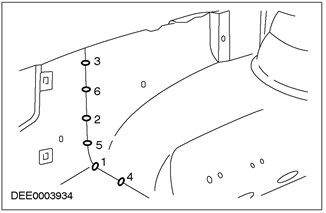
Dlhšie spoje sú zvyčajne zvarené, aby sa zabránilo deformácii panelu. Je dôležité zvárať príchytky v správnom poradí (pozri diagram).
Privarte nový prvok podľa pokynov v návode na opravu. Prečítajte si a všimnite si komentáre v kap. «Opravy zváraním a spájkovaním».
Správne poradie bodového zvárania
Následné opravy / ochrana proti korózii
Táto časť je venovaná hlavne týmto prácam:
- Vyčistenie zvarov a v prípade potreby ich naplnenie olovom.
- Základný náter na holý kov.
- Utesnenie zvarov.
- Nanášanie ochranného náteru na dno.
- Inštalácia tlmiaceho obloženia.
- Vyplnenie dutín penou.
POZNÁMKA: Ďalšie informácie nájdete v časti 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. «Oprava karosérie - Ochrana proti korózii»
- Masticha na dutiny (pri farbení).
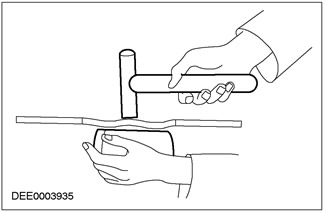
Čapovanie (rovnanie) panelov
Druhy ocele používané pri výrobe karosérie
- Karosérie automobilov sú vyrobené z tenkého oceľového plechu s hrúbkou od 0,5 do 2,75 mm. Existujú dva hlavné typy:
- Panely karosérie vyrobené z kvalitnej lisovanej ocele
- Nízkolegovaná oceľ s vysokou pevnosťou
- Panely karosérie vyrobené z kvalitnej lisovanej ocele:
- Tieto panely karosérie sú mäkšie a ľahšie lisované. Mimoriadne dobre sa rozťahujú, a preto nie sú náchylné na nežiaduce praskanie.
- Nízkolegovaná oceľ s vysokou pevnosťou:
- Vysokopevnostná nízkolegovaná oceľ je oveľa odolnejšia voči razeniu alebo inému spracovaniu ako napríklad oceľ ST14. Má tiež vyššiu pevnosť v ťahu.
Základné princípy výčepných panelov
- Pred vykonaním akejkoľvek výmeny sekčného alebo celého panela karosérie vždy dôkladne skontrolujte, či nie je poškodený panel (A) opraviť poklepaním.
- čapovanie (rovnanie) panely sú zvyčajne najjednoduchším a najhospodárnejším spôsobom opravy poškodeného panelu.
Príklady použitia rôznych technológií čapovania panelov:
- Hliníkové kladivo a drevené kladivo
- Výhoda: Nízka pravdepodobnosť pretiahnutia panelu.
- Používa sa na opravu malých priehlbín v paneloch, ktoré sú prístupné z oboch strán.
- Tieto dva nástroje na poklepanie na panely sa bežne používajú «finálne opravy».
«Tenký» vyrovnávanie pomocou hliníkového kladiva a univerzálnej podkladovej matrice
Kladivo s pohyblivým úderníkom
- Ak je poškodený panel prístupný iba zvonku, použite pohyblivé kladivo na obnovenie tvaru panelu. Kotúče alebo čapy potrebné na montáž pohyblivého kladiva sú privarené k holému kovovému povrchu. Preliačiny v paneli je možné korigovať pomocou ovládanej akcie kladiva s pohyblivým úderníkom.
Tepelné spracovanie panelov
- Zvyčajne je nevyhnutné, aby v dôsledku mechanickej deformácie niektoré časti panelov karosérie vykazovali prítomnosť prebytočného materiálu. Ak sú nejaké oblasti s prebytočným materiálom, spôsobuje to obmedzené vybočenie v dôsledku rozdielov v napätí materiálu. Tieto lokálne deformačné zóny môžu byť stabilizované tepelným spracovaním.
POZNÁMKA: Toto pravidlo neplatí pre vysokopevnú nízkolegovanú oceľ.
Pravidlo: Rovnanie panelov tepelným spracovaním znižuje množstvo prebytočného materiálu vo väčšej miere ako počiatočné naťahovanie.
Rôzne metódy tepelného spracovania
POZNÁMKA: V závislosti od množstva prebytočného materiálu sa používajú rôzne metódy tepelného spracovania.
- Flame dressing
- Ak je na významnej ploche pozorovaný prebytočný materiál, použije sa zvárací horák (veľkosť horáka 0,5 - 1,0 mm). Použite slabý plameň.
- Povrch kovu sa krátko po kúskoch nahreje a potom sa ihneď ochladí vlhkou špongiou.
- Požiadavka: Schopnosť správneho zaobchádzania so zváracím horákom a znalosť farieb žíhania ocele.
- Výhoda: Nedochádza k poškodeniu kovového povrchu.
- Obliekanie plameňom v kombinácii s kladivom a protináradím
POZNÁMKA: Účinnosť obliekania sa zvyšuje rýchlejším ohrevom a chladením.
- Ak je prebytočný materiál koncentrovaný, potom je možné zvýšiť účinnosť orovnávania opatrným použitím hliníkovej alebo drevenej paličky po zahriatí.
- Požiadavka: Schopnosť rozpoznať stav napätia materiálu pozorovaním povrchu, ktorý sa má ošetriť.
- Obväz s uhlíkovou elektródou
- Ak sú oblasti panelu prístupné len z jednej strany, alebo ak je panel len mierne ohnutý, je preferovanou metódou vyrovnávania uhlíkové vyrovnávanie.
- Požiadavka: Holý kovový povrch.
- Nevýhoda: Prítomnosť škrabancov a stvrdnutie povrchu.
- Obväz s medenou elektródou
- Malé ostré preliačiny, ktoré smerujú von, je možné opraviť pomocou medenej elektródy.
- Obliekanie plameňom a tvarovanými pilníkmi na karosériu
POZNÁMKA: Pri správnom používaní je možné túto metódu použiť bez odstránenia všetkých príloh (strešný plášť, káblové zväzky a pod.).
- Malé priehlbiny (len s miernym natiahnutím): Pri opracovaní okrajov priehlbiny v špirálovom smere dovnútra sa priehlbina zahrieva kyslíkovo-acetylénovým horákom (veľkosť horáka 1 - 2 mm, plameň prebytočného plynu) do teploty cca 250°C.
- Rýchla práca s pilníkom na telo odvádza teplo z hraničnej zóny a tak ďalej, kým sa priehlbina nevyrovná. Je lepšie striedať prácu s dvoma súbormi. Tým sa zvyšuje množstvo tepla, ktoré je možné odobrať.
Plnenie panelov olovom
Plnenie panelov olovom je najlepšou metódou opravy na vyrovnanie spojov pri opravách sekcií alebo na odstránenie malých plôch nerovností na povrchu panelu. Výhody:
- Vynikajúca priľnavosť na holé kovové povrchy.
- Veľmi dobré tvarovacie vlastnosti.
- Dobré vlastnosti na pretvarovanie.
- trvalá forma.
- Tepelná rozťažnosť je rovnaká ako pri oceli.
POZNÁMKA: Zliatina cínu: PB 25% / 75%. Použite odsávanie. Dýchacie zariadenie.
Postup: Pred konečnou úpravou zaklepte nanesené olovené závažie, aby ste odstránili vzduchové bubliny.
Oprava zváraním a spájkovaním
Preventívne opatrenia
POZNÁMKA: Pozrite si poznámky uvedené v kap. «Ochranné prostriedky/Bezpečnosť práce».
- Odpojte uzemňovací vodič batérie a zakryte svorku, aby ste chránili elektronické moduly vozidla (ABS, airbagy a pod.).
- Nedovoľte, aby sa elektronické komponenty alebo vedenia dostali do kontaktu «hmotnosť» alebo zváracia elektróda.
- Pred zváraním v jej blízkosti vyberte batériu.
- Buďte mimoriadne opatrní pri zváraní v blízkosti palivovej nádrže alebo iných predmetov, ktoré obsahujú palivo. Ak je potrebné oddeliť plniace hrdlo alebo palivové potrubie, aby sa získal prístup na zváranie, palivová nádrž sa musí vyprázdniť a vybrať.
- Nikdy nezvárajte ani nespájkujte žiadny typ na súčasti nabitého klimatizačného systému. To isté platí, ak hrozí prehriatie klimatizačného systému.
- Pripojte uzemnenie elektrického zváracieho zariadenia priamo k prvku, ktorý sa má zvárať. Uistite sa, že medzi uzemnením a miestom zvárania nie sú žiadne elektrické izolátory.
- Susedné prvky vozidla a susedné vozidlá by mali byť chránené pred iskrami rozptýlenými počas zvárania a vystavením teplu.
Kontaktné bodové zváranie
90% zvarov pri výrobe automobilu je realizovaných odporovým bodovým zváraním. Vo všeobecnosti by sa pri opravách mala používať rovnaká technika spájania, aká sa používa pri výrobe vozidla. Počet a priemer zváracích bodov pri oprave musí byť rovnaký ako pri výrobe automobilu. Alternatívnu technológiu pripojenia možno použiť len vo výnimočných prípadoch.
Nastavenie zariadení a parametrov zvárania
Vybavenie:
- Pri nastavovaní hardvéru postupujte podľa pokynov výrobcu hardvéru.
- Vyberte si správne držiaky elektród (čo najkratšie).
- Presne zarovnajte polohu držiakov elektród a hrotov.
- Hroty elektród musia byť konvexné (nahrubo vytvarovať pilníkom, tvar doladiť brúskou).
Telo:
- Uistite sa, že príruby, ktoré sa majú spojiť, sú navzájom dokonale zarovnané.
- Pripravte si čistý kovový povrch v mieste spoja (dnu a vonku).
Poznámky k metodológii / technológii:
- Na kuse materiálu pokrytom zváracou pastou urobte skúšobný zvar.
- Ak sú medzi držiaky elektród umiestnené nejaké kovové prvky, dôjde k strate indukcie a následne aj výkonu (aktuálna úprava
- Pre vysokopevnostnú nízkolegovanú oceľ je potrebné nastavenie výkonu.
- Opätovné zváranie starých zvarov často vedie k zlej kvalite zvaru.
- Hroty elektród držte v uhle ku kontaktnej ploche čo najbližšie k 90°.
- Po dokončení zvárania udržujte na elektródach ešte krátky čas tlak.
POZNÁMKA: Po približne 10 bodových zvaroch elektródy ochlaďte vo vode, aby ste zaistili správnu kvalitu zvárania (nie sú potrebné chladené elektródy).
- Elektródy fungujú najlepšie, ak sú konvexné. Pravidelne čistite kontaktnú plochu elektród.
Bodové odporové zváranie panelov pri celkovej hrúbke 3 mm a viac
Na opravu všetkých moderných vozidiel Ford musí byť zariadenie na odporové bodové zváranie schopné spoľahlivo zvárať galvanizované a vysokopevnostné oceľové panely s tromi alebo viacerými vrstvami až do celkovej hrúbky 5 mm. Ak tieto požiadavky nie sú splnené, z bezpečnostných dôvodov by sa malo použiť pudling. Elektrické špecifikácie (prúd, odpor, teplo) odporové bodové zváracie zariadenia sa líšia v závislosti od typu zariadenia. Preto je s ohľadom na skutočné charakteristiky procesu zvárania dôležité dodržiavať pokyny výrobcu zariadenia.
Zváranie MIG/MAG
Nastavenie zariadení a parametrov zvárania
Akékoľvek spoje zvárané technológiou MIG/MAG pri výrobe vozidla musia byť pri procese opravy zvarené rovnakou technológiou. Aj počas procesu opravy musia byť niektoré bodové zvary nahradené puddlovacími zvarmi.
Ak je ťažký prístup alebo nie je k dispozícii zváracie zariadenie na bodové zváranie s primeraným výkonom (viď vyššie) pri celkovej hrúbke panela 3 mm alebo viac by sa niekedy odporové bodové zváranie malo počas opravy nahradiť zváraním v pudlovaní. V tomto prípade je potrebné predĺžiť čas, a preto by sa mali zohľadniť prísnejšie požiadavky na ochranu proti korózii.
Oprava zváraním môže byť vykonaná správne iba vtedy, ak je zariadenie správne nastavené a všetky parametre zvárania sú správne.
Vybavenie:
- Zariadenie nastavte v súlade s pokynmi výrobcu.
- Hadice nesmú byť skrútené.
- Jadro musí byť zbavené abrazívnych častíc.
- Plynové trysky musia byť bez trosky a vodného kameňa.
- Dávajte pozor na kvalitu zváracej elektródy a spotrebu plynu.
typ tela:
- Skontrolujte kvalitu povrchov, ktoré sa majú spojiť.
- Pripravte holý kovový povrch v mieste spoja.
- Uistite sa, že medzery sú správne udržiavané (tvorba koreňov).
Poznámky k metodológii / technológii:
POZNÁMKA: Zvýšený tepelný príkon pri zváraní MIG ničí zvarovú základnú/zinkovú vrstvu na oveľa väčšej ploche ako odporové bodové zváranie, čo vedie k oveľa väčšej pozornosti následným aplikáciám antikorózneho náteru.
POZNÁMKA: Aby ste sa uistili, že zvar nie je len povrchový spoj, vždy by sa mal vykonať skúšobný zvar.
- Pripojte uzemňovací kábel v blízkosti miesta zvárania (uistite sa, že kvalita kontaktu je dobrá).
- Pri vykonávaní puddlovacieho zvárania začnite zvárať na spodnom paneli, aby ste zabezpečili adekvátnu penetráciu.
Puddlovacie zváranie
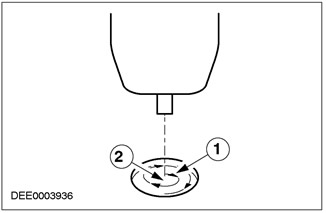
| poz. | Náhradný diel č | názov |
| 1 | - | Smer zvárania: pohybujte sa v kruhu zvnútra smerom von |
| 2 | - | Východiskový bod zvárania: stred otvoru na spodnom paneli |
Spájkované spoje
Nikdy nenahrádzajte továrenské spájkované spoje akýmkoľvek iným typom spoja.
POZNÁMKA: Aby ste predišli riziku korózie, odstráňte všetky stopy taviva.
Spájkované spoje vyžadujú obzvlášť starostlivú prípravu. Je mimoriadne dôležité, aby spojované povrchy boli presne zarovnané a aby bol na spoji pripravený čistý, holý kovový povrch.
Lepiace spoje
Technológia lepenia sa čoraz viac využíva v automobilovom priemysle. Niektoré oblasti tela sú postihnuté čoraz viac. Všetky lepené spoje počas procesu opravy musia byť obnovené.
Návod na obsluhu a bezpečnostné pravidlá
- Pri použití lepidiel alebo tmelov sa vždy riaďte pokynmi výrobcu.
POZNÁMKA: Dodržujte bezpečnostné pokyny výrobcu.
- Lepidlá sú chemikálie, a preto spĺňajú špecifické bezpečnostné predpisy.
Lepené príruby
- Príruby kapoty, batožinového priestoru a dverí sa lepia počas výroby vozidla a pri opravách mnohých modelov Ford.
- Tieto spoje sú určené hlavne na účely tesnenia (antikorózne), a nie pre silu.
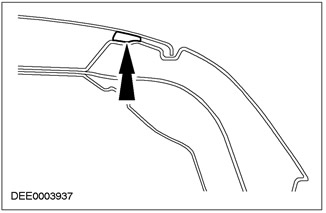
Spoje vyžadujúce pevnosť
- Lepené spoje, ktoré vyžadujú pevnosť, sa používajú na účely pevnosti spoja, tesnenia a ochrany proti korózii (napr. 1991 Escort/Orion v oblasti zadnej strechy, blízko prechodu na stĺpik «S»).
- Lepidlo použité na tento účel je 2K epoxid.
Lepenie vonkajšieho plášťa strechy (Eskort 1991)
Lepené zasklenie
- Takmer na všetkých modeloch je čelné sklo vlepené priamo do rámu okna na karosérii. Vo väčšine verzií modelov sú navyše sklá bočných a zadných okien lepené.
- Okenné tabule sa lepia predovšetkým z dôvodov zabezpečenia pevnosti lepeného spoja. Lepené zasklenie dodáva karosérii dodatočnú torznú tuhosť.
Lepenie na okná s lepeným sklom
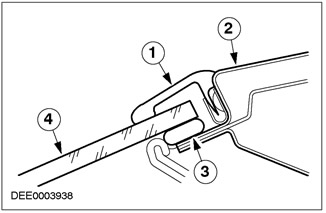
| poz. | Náhradný diel č | názov |
| 1 | - | Gumový pásik |
| 2 | - | okenný rám |
| 3 | - | Lepidlo |
| 4 | - | okenné sklo |
Demontáž a montáž okien s lepeným sklom
Bezpečnostné predpisy
Aby ste predišli zraneniu, mali by ste vždy dodržiavať nasledujúce bezpečnostné opatrenia:
- Používajte ochranné rukavice.
- Používajte ochranné okuliare.
Príprava
- Pred rezaním okna s lepeným sklom uvoľnite a odstráňte všetky pripojené časti, ktoré sú v ohrozenej oblasti rezu, ako sú ozdobné panely a ozdobné lišty, ako aj všetky elektrické spoje.
- Zatvorte všetky maľované oblasti, ktoré sa nachádzajú vedľa okna.
- Odstráňte prebytočné lepidlo, napr to uľahčuje rezanie skla.
- Zaistite vertikálne umiestnené okná, aby ste zabránili ich vypadnutiu.
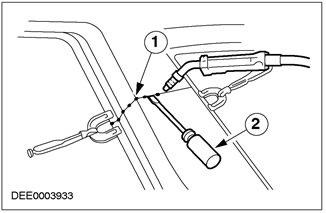
rezanie okenného skla
- Režte pozdĺž guľôčky lepidla na ľahko dostupných miestach pomocou rezacieho nástroja.
- Jemne veďte rezací nástroj po obvode okna a prerežte pásik lepidla.
- Nedotýkajte sa rámu okna a príruby karosérie.
- Použite špeciálne «prísavné podložky», na odstránenie skla z okenného otvoru.
Všeobecné prípravy na postup lepenia
- Postupujte podľa pokynov výrobcu.
- Zvyšnú pásku lepidla na kovovej prírube orežte na zvyškovú výšku cca 1 mm. Potom sa nedotýkajte ani nečistite reznú plochu.
- Opatrne opravte všetky poškodenia laku (naneste základný a vrchný náter).
- V prípade potreby vymeňte zarážky okien.
Lepenie okenného skla
- Naneste rovnomerný pásik lepidla na okno alebo prírubu karosérie.
- Vložte sklo do otvoru okna a vycentrujte ho (Vyžadujú sa 2 technici).
- Skontrolujte medzery.
POZNÁMKA: Otvorte okná a dvere, kým okno necháte vyschnúť, a nehýbte vozidlom (zabuchnutie dverí vytvára nadmerný tlak, ktorý môže spôsobiť uvoľnenie okna).
Aby sklo nevypadlo, použite lepiacu pásku.
Záverečné operácie:
- Pripojte všetky elektrické pripojenia a skontrolujte správnu činnosť prvkov.
- Nainštalujte pripojené prvky a skontrolujte presnosť a spoľahlivosť upevnenia.
- Vykonajte vizuálnu kontrolu, aby ste sa uistili, že medzery a spojenia sú rovnomerné.
- Úplne vyčistite okenné sklo.
Špeciálne opravy karosérií
preklápací vrch
- Karoséria kabrioletu sa výrazne líši od «sedan». Tieto rozdiely sa týkajú nielen jeho vzhľadu a funkčnosti. Na dosiahnutie požadovanej stability je potrebné konštrukciu spevniť.
- Konštrukcia uzavretého telesa s plášťom nie je možná, pretože nie sú žiadne strešné nosníky. Preto, aby bola zabezpečená dostatočná stabilita (najmä s ohľadom na torznú tuhosť) Kabriolet používa inú metódu. Dosahuje sa to štrukturálnymi zmenami existujúcich prvkov karosérie «sedan» a montáž dodatočných výstužných prvkov.
Vystuženie oblasti prahu dverí
POZNÁMKA: Ak je poškodené vozidlo umiestnené na vyrovnávacom stojane so všetkými jeho komponentmi na svojom mieste, karoséria potrebuje podporu, aby mohla zložiť časť nákladu.
Pri vykonávaní opráv karosérie je potrebné vziať do úvahy nasledujúce konštrukčné prvky:
- Veľká hrúbka materiálu, napríklad v oblasti prahu dverí.
- Odlišné správanie počas úprav.
- Vyžaduje sa obzvlášť vysoká presnosť inštalácie; napríklad pre upevňovacie body kabrioletu.
- Montáž padacej strechy a priľahlej karosérie by sa mala kontrolovať počas opravy a po nej, aby sa zabezpečilo, že je vodotesná, odolná proti vetru a správne uzavretá.
- Terénne vozidlá («SUV»)
POZNÁMKA: Ak je karoséria priskrutkovaná k podvozku, všetky skrutkové spojenia medzi karosériou a podvozkom by sa mali skontrolovať, či nie sú poškodené počas vyrovnávania.
POZNÁMKA: Ak je poškodenie karosérie a podvozku vážnejšie, karoséria by sa mala z podvozku odstrániť. Oba prvky sa potom upravujú samostatne.
- «SUV» majú nosný podvozok, ku ktorému je korba priskrutkovaná.
- Ak je počas procesu opravy potrebná úprava, potom sa použijú špeciálne univerzálne sady podpier alebo vyrovnávacích stojanov.
Ochranné prostriedky a bezpečnosť práce
- Pri vykonávaní opráv je potrebné dodržiavať rôzne bezpečnostné a zákonné požiadavky. Dodržiavajte všetky zdravotné a bezpečnostné predpisy.
Bezpečnostné opatrenia pri zváraní
Aby sa predišlo riziku zranenia, mali by sa dodržiavať nasledujúce opatrenia:
- Zváračská maska (ochrana tváre)
- Obrazovka
- Ochranné rukavice
- Bezpečnostné topánky
- Odsávač splodín pri zváraní
Zváranie by sa malo vždy vykonávať v dobre vetranom priestore. Hasiaci prístroj musí byť vždy v dosahu.
Všeobecné bezpečnostné opatrenia pri vykonávaní opráv karosérie
Sania
- Tesniaci prostriedok, ochrana podvozku atď. sa nesmie spaľovať otvoreným ohňom. To má za následok uvoľňovanie toxických plynov. Pri spaľovaní PVC sa napríklad uvoľňujú plyny obsahujúce kyselinu chlorovodíkovú. Z tohto dôvodu pri brúsení, zváraní alebo spájkovaní vždy používajte správne odsávanie.
- Pri práci s materiálmi, ktoré obsahujú rozpúšťadlá, vždy zaistite dobré vetranie, používajte ochranu dýchacích ciest a odsávacie zariadenie.
- Pri rezaní, brúsení alebo vyrovnávaní kovu by ste mali vždy nosiť ochranu sluchu, napr hladina hluku môže dosiahnuť alebo dokonca prekročiť 85 - 90 dB (A).
- Dávajte pozor, aby ste sa nepozerali priamo do žiadnych laserových meracích systémov, ako sú tie, ktoré sa používajú na meranie podlahy.
- Pri odstraňovaní prvkov z auta namontovaného na výťahu sledujte zmeny polohy jeho ťažiska. Pri prvom umiestňovaní vozidla na výťah si všimnite, že môže byť potrebné zabezpečiť ho, aby sa zabránilo jeho prevráteniu.
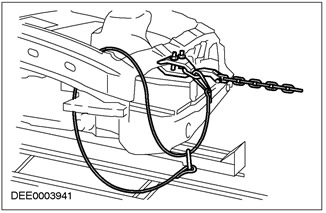
- Počas vyrovnávania by mali byť reťaze a reťazové svorky zaistené pomocou bezpečnostných lán.
Bezpečnostný drôt
Komentáre návštevníkov