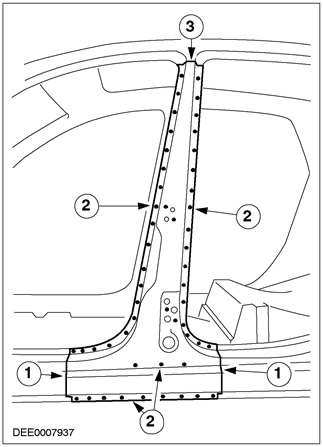
| Найменування | Специфікація |
| Зовнішня панель стійки «В» | |
| Підсилювальна панель стійки «В» | |
| Внутрішня панель стійки «В» |
Зняття
1. Загальні примітки:
- Зніміть такі елементи: двері, панель нижньої обв'язки та обробку стійки «В», обшивку даху, переднє сидіння, частину замку, ущільнювач дверей і ремінь безпеки.
- Перемістіть покриття для підлоги та електропроводку в сторону від робочої зони.
- Зверніть увагу на вирізку запасної частини на заміну.
2. Зовнішня панель стійки "В"
- Розріжте.
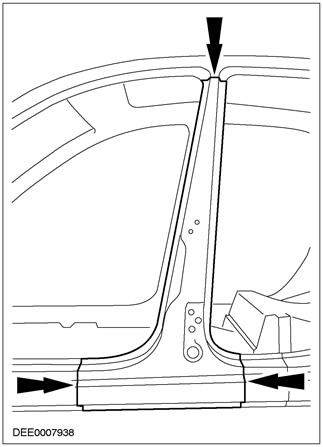
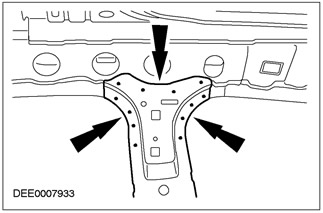
3. Підсилювальна панель стійки «В»
- 1. Розріжте
- 2. Щоб зняти, нагрійте зону за допомогою пістолета гарячого повітря (зона, заповнена пінопластом).
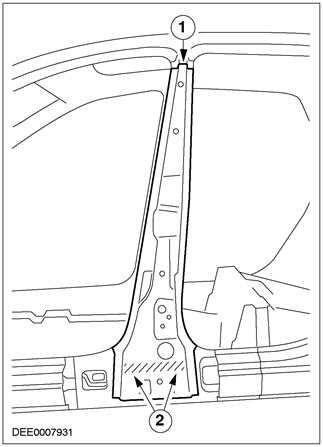
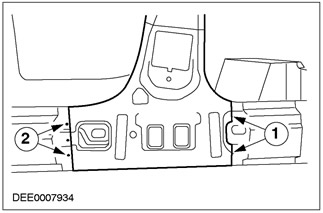
4. Внутрішня панель стійки "В"
- Розріжте.
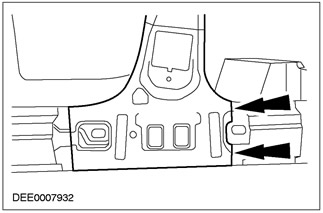
5. Внутрішня панель стійки "В"
- Вифрезеруйте точкові зварні шви.
Установка
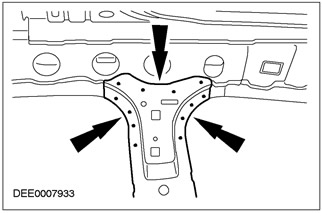
1. Внутрішня панель стійки "В"
- 1. Виконайте безперервний зварний шов вздовж обрізаної кромки – за технологією MIG.
- 2. Виконайте пудлінгове зварювання.
2. Внутрішня панель стійки "В"
- Виконайте пудлінгове зварювання.
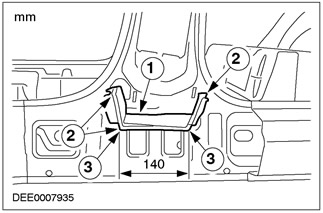
3.
ПРИМІТКА: Перед нанесенням кузовного герметика підніміть зовнішню панель стійки B і виміряйте ширину зазору.
Підсилювальна панель стійки "В".
- 1. Нанесіть кузовний герметик у зоні приєднання та встановіть елемент NVH.
- 2. Нанесіть кузовний герметик по сторонах та у з'єднанні з посиленням стійки «В» відповідно до ширини зазору.
- 3. Після зварювання в зоні стійки «В» нанесіть кузовний герметик лише зсередини.
4. Підсилювальна панель стійки "В".
- 1. Виконайте безперервний зварний шов вздовж обрізаної кромки – за технологією MIG.
- 2. Виконайте пудлінгове зварювання.
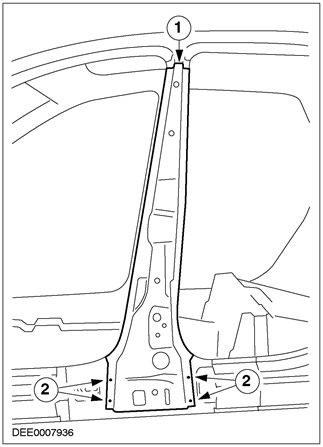
5. Зовнішня панель стійки "В".
- 1. За обрізаною кромкою приваріть, використовуючи точкове зварювання, підкладну смугу і зваріть за технологією MIG.
- 2. Виконайте пудлінгове зварювання.
- 3. Виконайте безперервне зварювання за технологією MIG.
Коментарі відвідувачів